(54) УСТРОЙСТВО ДЛЯ СВАРКИ МОДУЛИРОВАННЫМ ТОКОМ
Предлагаемое устройство предназначено для модулирования переменного тока. В случае модулирования постоянного тока устройство является составной частью сварочного выпрямителя.
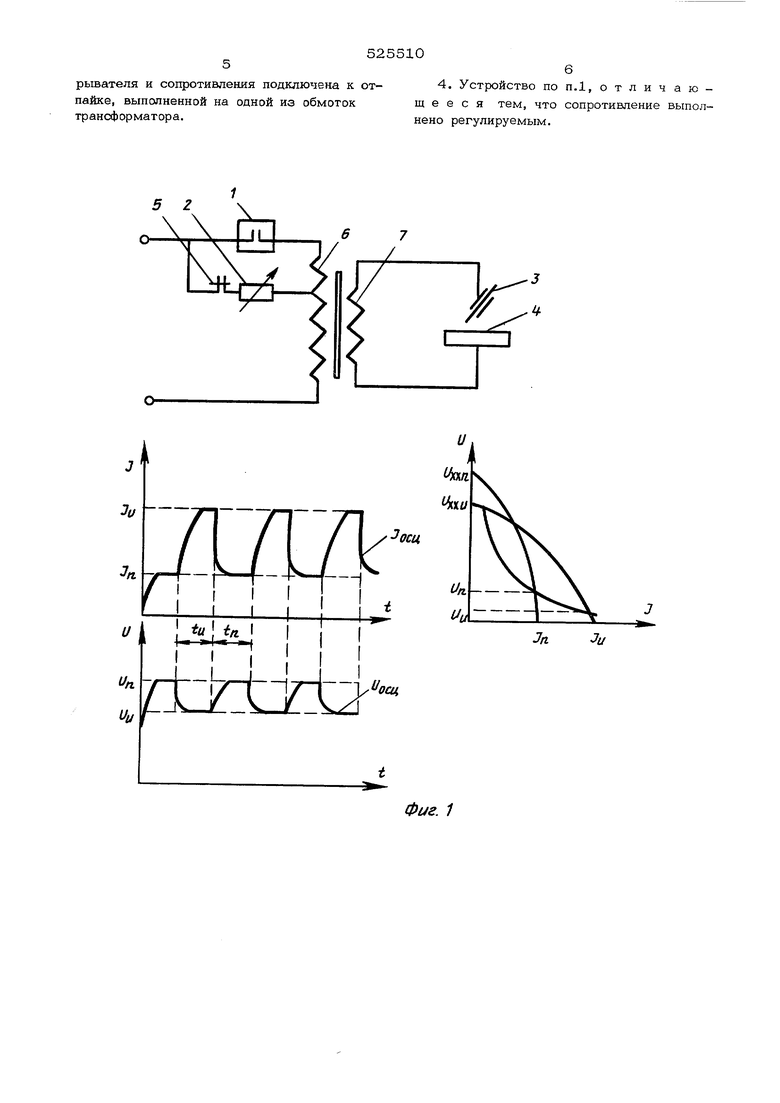
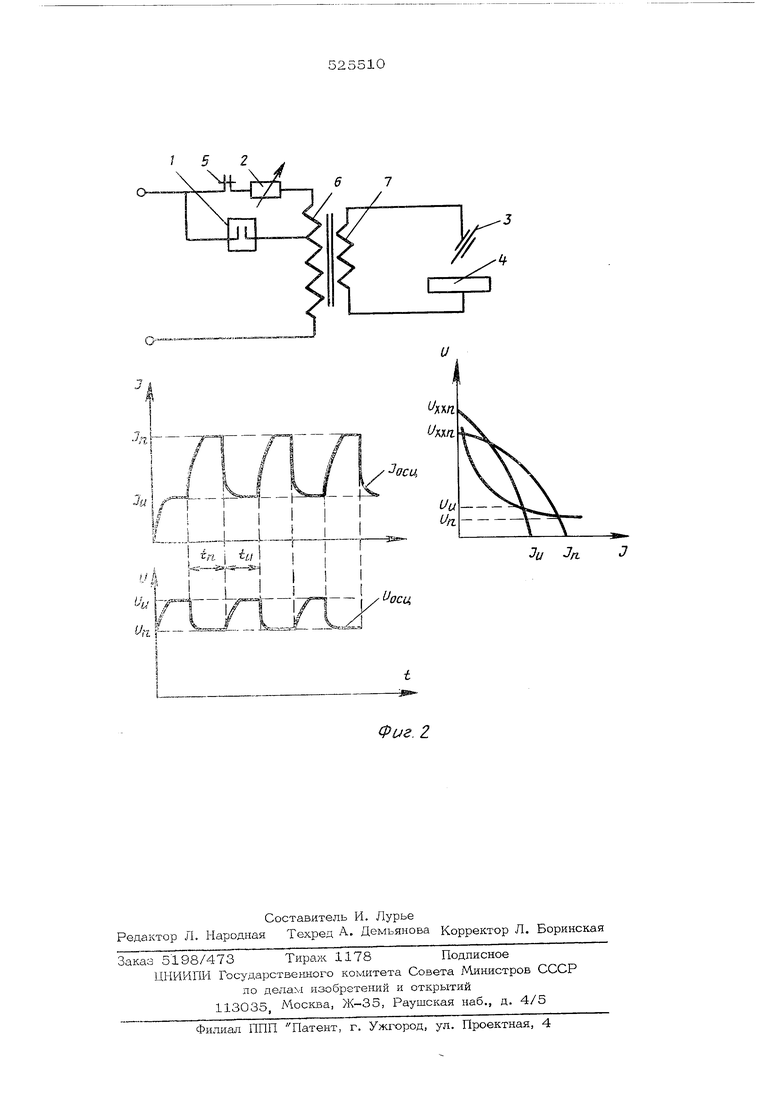
На фиг. 1 показана принципиальная схема устройства с основным прерывателем, включенным последовательно с первичной обмоткой трансформатора, и регулируемым сопротивлением, включенным параллельно ошшй или несколькими секциям первичной обмотки трансформатора; на фиг. 2 - прин ципиальная схема устройства с регулируемым сопротивлением, включенным последовательно с первичной обмоткой трансформатора, и основным прерывателем, включенным параллельно одной или нескольким секциям первичной обмотки трансформатора.
Указанная цепь из основного, дополнительного прерывателя и регулируемого со- противления включаться последователно со вторичной обмоткой трансформатора.
Предлагаемое устройство содержит основной прерыватель 1, регулируе у1ое сопротивление 2, электрододержатель 3, изделие 4, дополнительный прерыватель 5, первичную обмотку 6 трансформатора, вторичную обмотку 7 трансформатора;
и - напряжение; (J |- напрялдание холостого хода трансформатора в период импульса; и - напряжение холостого хода трансформатора в период паузы; и „ - нанря кение сварки в период импульса;и п - напря;хение дежурной дуги;
(J - развертка во времени сварочного осц
напряжения;
tl - сила тока;
г, - сила дежурного тока.
Устройство работает следующим образом. Во время сварки под воздействием генератора управляющих импульсов поочередно включаются основной и дополнительный прерыватели. В период времени, когда вкпю чен основной прерыватель (импульс), во внешней цепи устройства протекает сварочный ток большой силы (ток импульса). В период когда включен дополнительный прерыватель (пауза), во внешней цепи устройства протекает дежурный ток малой силы, но повышенного напряжения.
Величину силы тока импульса регулируют как на обычном сварочном трансформаторе - путем изменения внутреннего сопротивления трансформатора или изменения сопротивления во внешней цепи (например, дросселем) . Напряжение холостого хода на трансформаторе в период импульса устанавливают так же, как на обычном сварочном трансформаторе, например, секционированием обмоток. Величину силы дежурного тока регулируют путем изменения сопротивления, шун1ируемого основным прерывателем. Напряжение дежурного тока устанавливают путем подключения цепи из последовательно соединенных дополнительного прерывателя и сопротивления к различным отпайкам трансформатора, выполненным на одной из
его обмоток.
Частоту модулирования и скважность устанавливают на генераторе управляющих импульсов.
Благодаря попеременному включению основного и дополнительного прерывателей, то в сварочной цепи модулируется таким образом, что в импульсе мощность его превыша таковую в паузе в 1,5 и более раза, при этом в и dпyльce выделяется основное количество тепловой энергии процесса. В паузе сила тока резко падает, но процесс сохраняется устойчивым благодаря повыщенному напряжению.
Таким образом возникает флуктуация тепловой энергии процесса, которая вызьшает соответствующую ей флуктуацию размеров сварочной ванны, флуктуацию теплового пол вблизи сварочной ванны, флуктуацию электромагнитного поля в зоне сварки и т.д.
Появляется возможность регулировать в широких пределах скорость периодического плавления, скорость периодической кристаллизации металла шва, степень нагрева, охлаждения и последующих нагрева и охлаждения околошовной зоны и т.д.
Благодаря этому воздействовать на макро- и микроструктуру металла щва и околошовной зоны и управлять качеством сварного соединения.
Использование предлагаемого устройства позволяет повысить скорость сварки и одновременно экономить электроэнергию. Формула изобретения
1. Устройство для сварки модулированным током, содержащее сварочный трансформатор, последовательно с которым включено сопротивление, шунтируемое основным прерывателем, отличающееся темчто, с целью повышения качества сварки за счет улучшения стабилизации процесса, последовательно с сопротивлением включен дополнительный прерыватель в противофазе с основным.
2.Устройство по п. 1, отличающееся тем, что основной прерьшатель подключен к отпайке трансформатора, выполненной на одной из его обмоток.
3.Устройство по п. 1, отличающееся тем, что цепь из последовательно соединенных дополнительного прерывателя и сопротивления подключена к отпайке, выполненной на одной из обмоток трансформатора.
4. Устройство по п.1, отличающее с я тем, что сопротивление выполнено регулируемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| Источник питания для сварки модулированным током (его варианты) | 1981 |
|
SU1042922A1 |
| Регулятор сварочного тока | 1990 |
|
SU1731502A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 2000 |
|
RU2173616C1 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2022735C1 |
5 2
Фиг. 1
Фиг. 2
