Предлагается несложное по своему устройству приспособление для установки лопасти гребного винта при приварке ее к ступице, имеющее вид поворотной около оси гребного винта подъемно-опускной штанги. Последняя своим свободным концом перемещается по шаблону и несет переставной штыкмас. С целью уточнения и ускорения работы настоящее предложение предусматривает для удержания привариваемой к ступице лопасти применение прикрепленного к станине поворотного зажима.
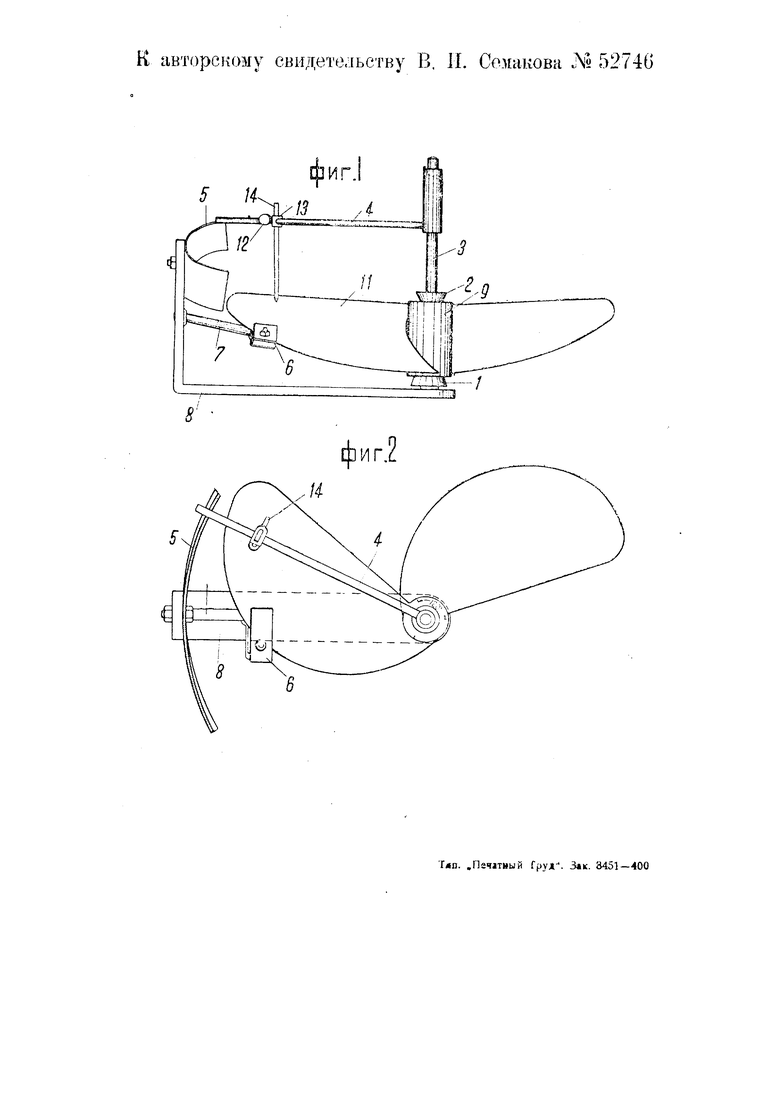
На чертеже фиг. 1 изображает перспективный вид приспособления спереди и фиг. 2-вид его сверху.
Предлагаемое приспособление состоит из станины 8 из полосового железа, перпендикулярно к основанию которой ввинчен направляющий шток 3, несущий два свободно насаженных конуса /, 2. Нижний конус / служит установочным центром для ступицы 9 гребного винта, а верхний конус 2 прижимается к ней с другого конца и имеет меньший размер, так как отверстие в ступице расточено на конус. На верхний конец штока 3 надета одним концом Г-сбразная подъемноопускная штанга 4. Другой свободный
конец штанги 4 может перемещаться по шаблону 5.
Шганга 4 несет переставной щтык: мае 14, закрепляемый на ней при помощи скобы 13 с зажимным винтом 72, Шаблон 5 снабжен делениями j С нумерацией от О до 0,8 м, обознаI чающими различные величины шага лопастей гребного винта в метрах (на чертеже не показано). К станине 8 приспособления прикреплен на круглом стержне / поворотный зажим 6, предназначенный для удержания привариваемой к ступице лопасти // (для правого и левого винтов). Стержень 7 установлен под углом 15-20 для придания лопасти винта соответI ствующего отклонения спереди назад. j С целью упрощения установки лопастей при сварке на ступице винта по наружной окружности наносятся риски (фиг. 2). Таким образом, в случае трехлопастного винта наносятся три I риски, расположенные по наружной I кромке ступицы на расстоянии 120° I одна от другой и последовательно I устанавливаемые при приварке лопастей против риски, находящейся на станине приспособления.
Установив шаблон 5 соответственно требуемому шагу винта, закрепляют
лопасть // зажимом 6, после чего проверяют положение лопасти штыкмасом 14 путем перемещения штанги 4 и производят предварительную приварку. Окончательная сварка происходит по установке всех лопастей после того, когда винт будет вынут из приспособления.
При изготовлении лопастей стальных гребных винтов первоначально делается шаблон лопасти из железа, который подвергается соответственной проверке. При выправке погнутого винта шаблон прикладывается к ступице винта для выправки поврен денных мест лопасти.
Приспособление предназначено дтя применения в случае приварки лопаi стей гребных винтов из листовой стали (речные суда); пустотелых лопастей I для крупнь1Х судов и цельных из поi лосовой стали-дяя мелких судов.
IПредмет изобретения.
Приспособление для установки лопасти гребного винта при приварке ее к ступице, выполненное в виде поворотной около оси гребного винта подъемно-опускной штанги, свободным концом перемещающейся по шаблону и несущей переставной штыкмас, отI личающееся тем, что для удержания привариваемой к ступице лопасти применен прикрепленный к станине поворотный зажим.