В предлагаемом приспособлении к фрезерному станку для обработки винторезных плашек, например типа Питлера, применены установленные на общей плите два параллельных диска, из которых один выполнен поворотным относительно другого около центральной оси с целью последовательного подведения под фрезу комплектов плашек, закрепленных на нем, а другой, в свою очередь, поворотным относительно плиты вокруг эксцентричной оси для сообщения плашкам требуемого наклона к оси фрезы.
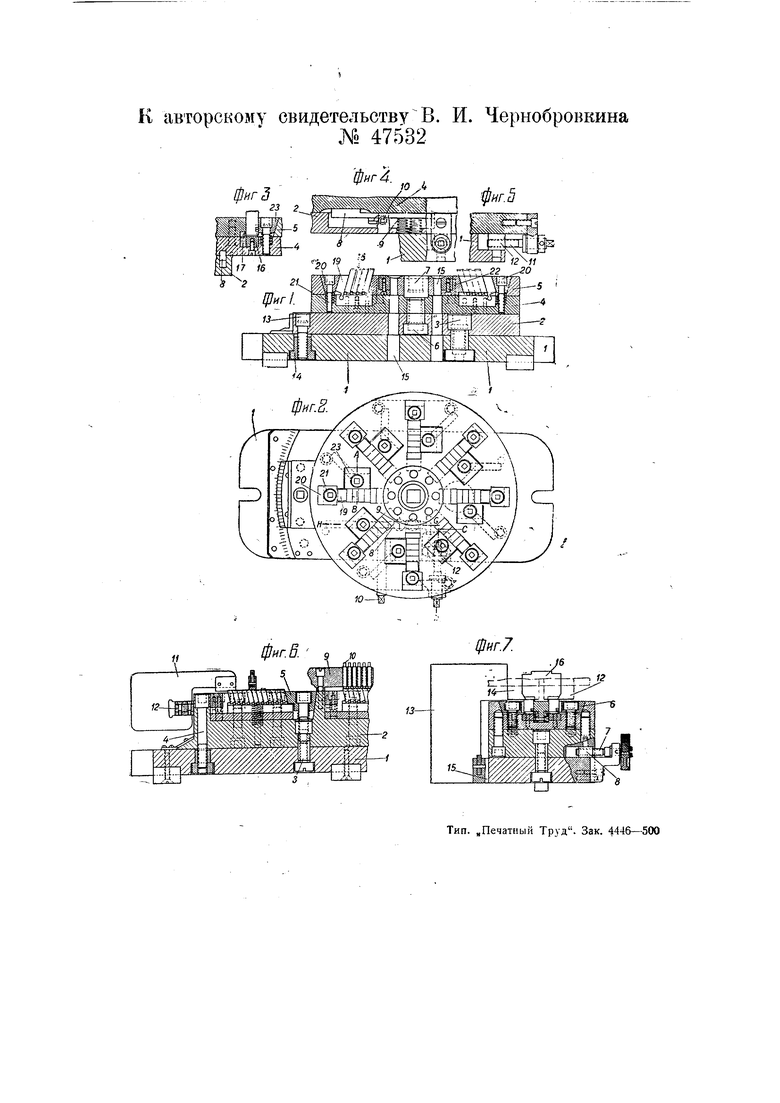
На чертеже фиг. 1 изображает продольный разрез предлагаемого приспособления; фиг. 2 - вид его сверху; фиг. 3 - частичный разрез по линии А-В на фиг. 2; фиг. 4-частичный разрез по линии C-D на фиг. 2; фиг. 5- частичный разрез по линии С - Я на фиг. 2; фиг. 6 и 7-продольный и поперечный разрезы другой конструкции приспособления.
Предлагаемое приспособление устанавливается на столе фрезерного станка таким образом, что нижние выступы его плиты / (фиг. 1) входят в продольные пазы стола и этим обеспечивают жесткость установки. На основании / расположен диск 2, поворотный на оси 3,
(352)
расположенной относительно его центра эксцентрично и несущей другой диск 4, поворотный относительно центральной оси 6 нижнего диска и служащий для укрепления обрабатываемых плашек и последовательного подведения их под фрезу. При фрезеровании вращении верхнего диска 4 застопоривается болтом 7, ввинчиваемым в ось 6.
В нижнем диске 2 имеется прорезь для помещения рычажного стопора 8, поджатого пружинами 9 (фиг. 2-4) и служащего путем сцепления с вырезами в верхнем диске 4 для правильной установки поворота последнего на восьмую часть окружности. Для выключения стопора 8 служит эксцентрик JO с валиком, поворотом которого стопор 8 выводится из сцепления с делительными вырезами верхнего диска 4. Для поворота нижнего диска 2 на требуемый угол служит винт // (фиг. 5), удерживаемый в приливе нижнего диска 2 и ввинчиваемый в гайку /2,, неподвижно укрепленную в плите 7 приспособления (фиг. 2 и 5). Окончательное застопоривание в рабочем положении нижнего диска 2 производится болтом 13 нижнего диска 2 и его гайкой J4, перемещающейся в дуговом вырезе плиты /.
Для стока охлаждающей жидкости служат кольцевой желобок на диске 4 и вертикальные каналы 15, проходяище по высоте приспособления. На верхнем диске 4 радиально расположены зажимы 5 для обрабатываемых винторезных плашек. Этот диск 4 выполнен сдвоенным таким образом, что нижняя его часть служит для закрепления самих зажимов, а верхняя для удержания обрабатываемых плашек. Каждый зажим 5 состоит из, основания J6 (фиг. 1 и 3), укрепленного в пазу нижней части диска 4 и расположенного рядом с ним держателя /7 для роликов 18, лежаших на основании 16 и служащих опорами для плашек; в цилиндрическом вырезе основания 16 установлена с возможностью поворота нажимная планка 19, входящая в радиальный вырез верхней части диска 4 и находящаяся под воздействием заклинивающего конуса 20, получающего затяг посредством ввинчивания стопорного винта 2/ в тело нижней части диска 4. Внутренняя стенка радиального выреза верхней части диска 4 снабжена съемным наклонным упором 22. Помимо радиального затяга обрабатываемых плашек, предусмотрен и боковой затяг при помощи конуса 23, снабженный стопорным винтом, ввинчиваемых в нижнюю часть диска 4.
Обрабатываемые винторезные плашки укладываются в зажимы таким образом, что при каждом проходе производится резание плашек, расположенных вдоль приспособления по диаметру диска 4, в это же время на ходу станка производится снятие готовых плашек и установка подлежащих обработке. В начале же операции производится установка верхнего диска 4 под углом к оси фрезы путем поворота нижнего диска 2 на требуемый угол винтом 11 по имеющейся на плите. / шкале.
В другой конструкции приспособления к фрезерному станку для обработки винторезных плашек (фиг. 6 и 7, состоящей из плиты 1, на которой установлена другая плита 2, поворотная на на оси 3 и закрепляемая в требуемом положении болтом 4, обрабатываемые плашки укрепляются в двух параллельных продольных пазах, расположенных один за другим. Укрепление плашек
производится как концевыми клиньями 5, так и боковыми-б. Для установки верхней плиты 2 под углом служит винт 7 с маховичком, помещенный с возможностью вращения на кронштейне нижней плиты / и ввинчивающейся в гайку 8, укрепленную на штифте в верхней плите 2.
Для предупреждения установки плашек на разной высоте после зажатия их применяется шаблон 9, состоящий из пластины, несущей винты 10 количеством, соответствующим числу плащек. Этот шаблон при установке плашек прикрепляется к верхней плите 2 приспособления. Для второго установочного шаблона 11 к передней стенке верхней плиты 2 прикрепляется контрольная площадка 12, которая служит для установки шаблона при проверке по выфрезерОЕГанной резьбе. Третий установочный шаблон 13 служит для проверки положения торца фрезы 14 относите.Тьчо контрольной площадки 75 плиты / приспособления. Окончательная проверка установки плашек производится шаблоном 16.
Третья конструкция приспособления к фрезер ому станку для обработки винтообразных плашек в основном подобна конструкции двух, уже описанных. Введением промежуточной прокладки между двумя параллбльными рядами плашек устранены зажимы с одной стороны, и использованы боковые зажимы лишь одной стороны. Эта промежуточная прокладка может служить также в качестве сменного направляющего шаблона при фрезеровании плашек различного шага нарезки.
Предмет изобретения.
Приспособление к фрезерному станку для обработки винторезных плашек, отличающееся применением параллельно расположенных дисков 2 и f, из которых диск 4 поворотен относительно диска 2 вокруг центральной оси 6-7, с целью последовательного подвода под фрезу комплектов плашек, закрепленных на нем, а диск 2, в свою очередь, поворотен относительно плиты 7 вокруг эксцентричной оси 3 для сообгцения плашкам требуемого наклона к оси фрезы.