1
Изобретение относится к промышленности строительных материалов и может использоваться во вращающихся печах.
Устройства для дополнительной подачи во вращающуюся печь порошкообразного материала вьшошены обычно в виде пневмотранспортера, вьпсодной патрубок которого введен в печь через выгрузочную головку. Однако энергия вдуваемого в печь потока пнавмосмеси в известных устройствах не регулируется в результате чего присадка дополнительно подаваемого материала происходит всегда в одной и той же зоне печи, что приводит к снижению качества обжигаемого материала, ухудщению условий образования обмазки и вызьшает на границах зоны спекания образования колец, резко изменяющих весь режим работы печи.
Известно устройство для дополнительно- го питания вращающейся печи с горячего конца порошкообразным материалом, содержащее подсоединенный к воздушному каналу топливной форсунки пневмотранспортер с двумя выходными патрубками Ш .
Однако известное устройство постоянно работает с повышенным расходом воздуха и топлива и требует высокого теплового воздействия на верхнюю часть футеровки печиг что отрицательно сказывается на ее стойкости.
Цель изобрегения экономия расхода сжатого воздуха и топлива и повышение стойкости футеровки,
Это достигается тем, что пневмотранспортер снабжен делительным клапаном, к которому подсоединены выходные патрубки, расположенные внутри топливной форсунки, причем один из них заглублен внутрь форсунки и имеет на выходе рассекатель, а другой снабжен нормальным соплом, расположенным в плоскости среза форсунки
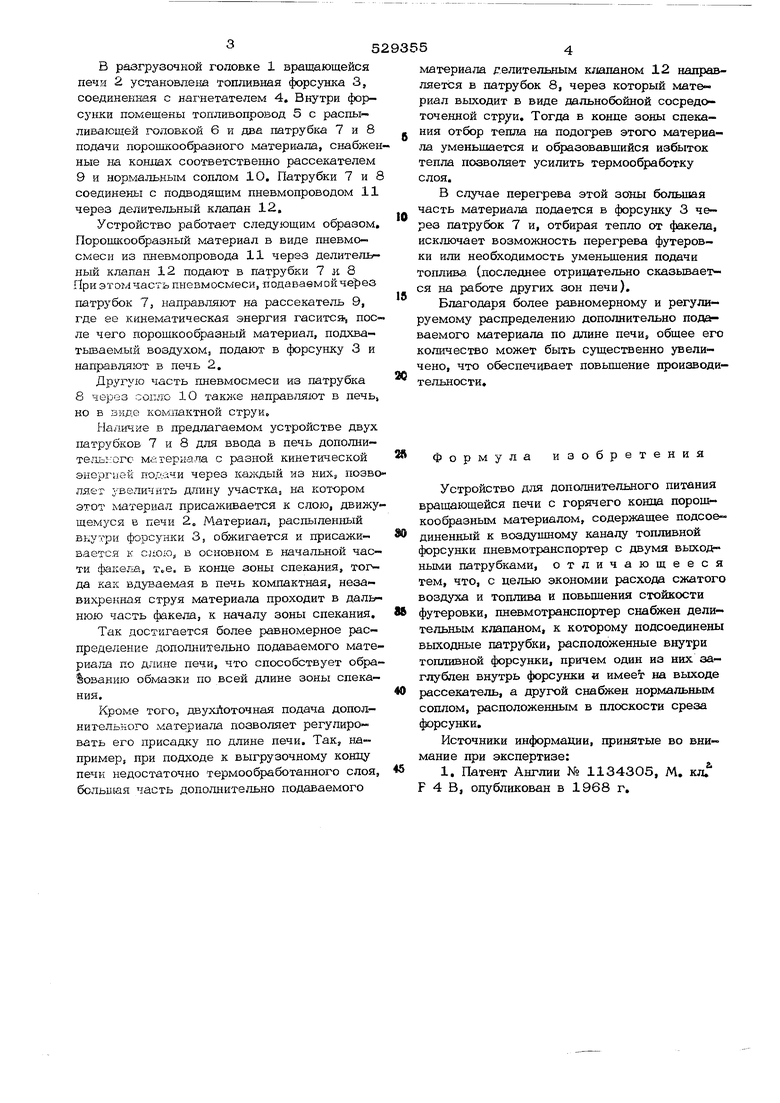
На фиг. 1 схематично изображено предлагаемое устройство, общий вид; на фиг. 2узел I на фиг„ 1; на фиг„ 3 - узел II на
1, В разгрузочной головке 1 вращающейся печи 2 установлена топливная форсунка 3, соединенная с нагнетателем 4. Внутри форсунки помещены топливопровод 5 с распы- ливающей головкой 6 и два патрубка 7 и 8 подачи порошкообразного материала, снабже ные на кондах соответстве1шо рассекателем 9 и нормальным соплом 10. Патрубки 7 и соединены с подводящим пневмопроводом 11 через делительный 12. Устройство работает следующим образом Порощкообразный материал в виде пневмо- смеси из пневмопровода 11 через делительный клапан 12 подают в патрубки 7 и 8 При этом часть пневмосмеси, подаваемой через патрубок 1, направляют на рассекатель 9, где ее кинематическая энергия гасится-, пос ле чего порошкообразный материал, подхва- тьюаемый воздухом, подают в форсунку 3 и направляют в печь 2. Другую часть пневмосмеси из патрубка 8 через сопло 10 также направляют в печь, но в зйде ко1 «1актной струи Наличие в предлагаемом устройстве двух патрубков 7 и 8 для ввода в печь дополнительногс магериапа с разной кинетической энергией подачи через каждый из них, позво ляет увеличить длину участка, на котором этот материал присаживается к слою, движу щемуся Б печи 2. Материал, распыленный внутри форсунки 3, обжигается и присаживается к cjiOio., в основном в начальной части факела, , в конце зоны спекания, тогда как вдуваемая в печь компактная, незавихренная струя материала проходит в даль нюю часть факела, к началу зоны спекания. Так достигается более равномерное распределение дополнительно подаваемого материа.яа по длине печи, что способствует обра ованию обмазки по всей длине зоны спекания. Кроме того, двухйоточная подача дополнительного материала позволяет регулировать его присадку по длине печи. Так, например, при подходе к выгрузочному концу печи недостаточно термообработанного слоя, большая часть дополнительно подаваемого 5 материала делительным клапаном 12 направляется в патрубок 8, через который материал выходит в виде дальнобойной сосредоточенной струи. Тогда в конце зоны спекания отбор тепла на подогрев этого материала уменьшается и образовавшийся избыток тепла позволяет усилить термообработку слоя. В случае перегрева этой зоны большая часть материала подается в форсунку 3 через патрубок 7 и, отбирая тепло от факела, исключает возможность перегрева футеровки или необходимость уменьшения подачи топлива, (последнее отрицательно сказывается на работе других зон печи). Благодаря более равномерному и регулируемому распределению дополнительно под ваемого материала по длине печи, общее его количество может быть существенно увеличено, что обеспечивает повьпдение производительности. аобретения Формула Устройство для дополнительного питания вращающейся печи с горячего конца порошкообразным материалом, содержащее подсоединенный к воздушному каналу топливной форсунки пневмотранспортер с двумя выходными патрубками, отличающееся тем, что, с целью экономии расхода сжатого воздуха и Топлива и повьпдения стойкости футеровки, пневмотранспортер снабжен делительным клапаном, к которому подсоединены выходные патрубки, расположенные внутри топливной форсунки, причем один из них заглублен внутрь форсунки и имеет на выходе рассекатель, а другой снабжен нормальным соплом, расположенным в плоскости среза форсунки. Источники информации, принятые во внимание при экспертизе: 1, Патент Англии № 1134305, М, кл, F 4 В, опубликован в 1968 г.
N
са
Взел
10 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления легкого заполнителя | 1990 |
|
SU1733881A1 |
| Способ регулирования толщины обмазки на футеровке в зоне спекания вращающейся печи | 1980 |
|
SU883631A1 |
| Загрузочное устройство вращающейся печи | 1980 |
|
SU976258A1 |
| Вращающаяся печь для спекания глиноземсодержащей шихты | 1977 |
|
SU742685A1 |
| Устройство для дополнительного питания вращающейся печи | 1980 |
|
SU945614A1 |
| Топливосжигающее устройство вращающейся печи | 1979 |
|
SU792053A1 |
| Топливосжигающее устройство | 1979 |
|
SU773403A1 |
| Вращающаяся печь для обжига цементного клинкера | 2017 |
|
RU2648734C1 |
| Акустическая форсунка | 1990 |
|
SU1773295A3 |
| Установка для обжига цементногоКлиНКЕРА | 1979 |
|
SU805037A1 |


Узел S
