В авторском свидетельстве № 48391 описан пресс с карусельным столом для горячего брикетирования металлической стружки с нагревом ее в матрице проходящим через нее электрическим током. Сквозные матрицы в указанном прессе, расположенные во вращающемся столе, отделены одна от другой электроизолирующими прокладками, а сверху и и снизу их укреплены неподвижные дугообразные щины - контакты, которые, с целью нагрева стружки, заполняющей ячейки матриц, соединены с полюсами источника тока.
При таком устройстве пресса возможен износ токоподводящих дугообразных щин - контактов от трения их о стружки, а также и короткое замыкание тока через тело матрицы. В предлагаемой форме выполнения пресса, с целью устранения означенных недостатков, подвод тока к стружкам производится посредством контактов, укрепленных пружинами к кольцу на вращающемся столе и несущих ролики, катящиеся по токоподводящему проводу.
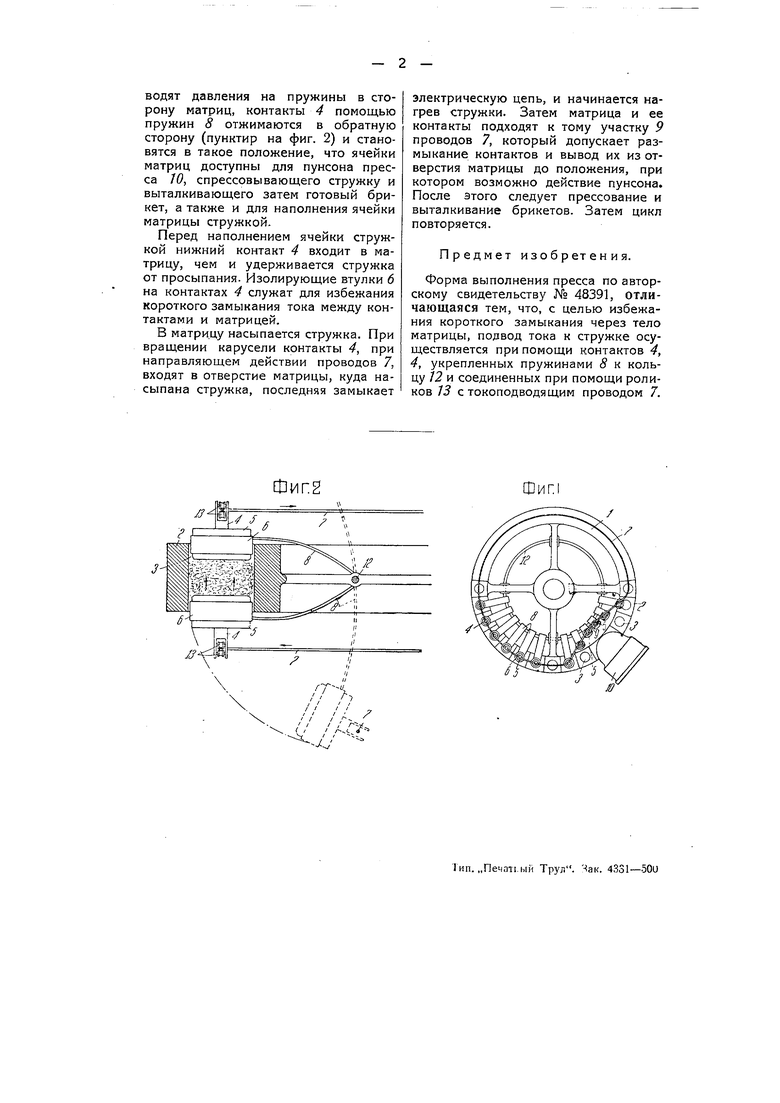
На схематическом чертеже фиг. 1 изображает вид сверху пресса с карусельным столом для горячего брикетирования металлической стружки; фиг. 2 - частичный вертикальный разрез его.
На вращающемся карусельном столе 7, по его краю расположены металлические формы - матрицы 2 со сквозными ячейками 3. Каждая матрица снабжена парой контактов 4, из которых один входит в нее сверху, а другой снизу. Контакты представляют собою металлические стержни 5 с надетой на них изолирующей втулкой 6, прикрепленной к пружине 8, установленной на кольце 72, расположенном на вращающемся столе 7. Контакты снабжены роликами 13, которые прижимаются и катятся по неподвижным токопроводящим проводам 7, имеющим форму, показанную на фиг. 1. Провода 7 являются и направляющими для контактов 4, т. е. или вводят их в отверстия матриц, наполненных стружкой, причем через стружки замыкается ток для нагревания их, или, когда провода не производят давления на пружины в сторону матриц, контакты 4 помощью пружин 8 отжимаются в обратную сторону (пунктир на фиг. 2) и становятся в такое положение, что ячейки матриц доступны для пунсона пресса W, спрессовывающего стружку и выталкивающего затем готовый брикет, а также и для наполнения ячейки матрицы стружкой.
Перед наполнением ячейки стружкой нижний контакт 4 входит в матрицу, чем и удерживается стружка от просыпания. Изолирующие втулки 6 на контактах 4 служат для избежания короткого замыкания тока между контактами и матрицей.
В матрицу насыпается стружка. При вращении карусели контакты 4, при направляющем действии проводов 7, входят в отверстие матрицы, куда насыпана стружка, последняя замыкает
электрическую цепь, и начинается нагрев стружки. Затем матрица и ее контакты подходят к тому участку 9 проводов 7, который допускает размыкание контактов и вывод их из отверстия матрицы до положения, при котором возможно действие пунсона. После этого следует прессование и выталкивание брикетов. Затем цикл повторяется.
Предмет изобретения.
Форма выполнения пресса по авторскому свидетельству № 48391, отличающаяся тем, что, с целью избежания короткого замыкания через тело матрицы, подвод тока к стружке осуществляется при помощи контактов 4, 4, укрепленных пружинами 8 к кольцу 12 и соединенных при помощи роликов 13 с токоподводящим проводом 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС С КАРУСЕЛЬНЫМ СТОЛОМ ДЛЯ ГОРЯЧЕГО БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1936 |
|
SU48391A1 |
| Приспособление для горячею брикетирования металлической стружки | 1937 |
|
SU52270A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ГОРЯЧЕГО БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1932 |
|
SU38068A1 |
| Способ брикетирования металлической стружки | 1990 |
|
SU1748942A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2000 |
|
RU2175019C1 |
| ПРИСПОСОБЛЕНИЕ К ПРЕССАМ, РАБОТАЮЩИМ УДАРОМ, ДЛЯ ВЫДЕРЖИВАНИЯ БРИКЕТОВ В СФОРМОВАННОМ ВИДЕ ПОД ТРЕБУЕМЫМИ ДАВЛЕНИЕМ И ТЕМПЕРАТУРОЙ | 1933 |
|
SU40154A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1994 |
|
RU2063304C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Вертикальный гидравлический формовочный пресс для брикетирования, например, сушеных овощей | 1956 |
|
SU112363A1 |
| Способ изготовления прутков и профилей из металлической стружки и устройство для его осуществления | 1985 |
|
SU1247160A1 |
