1
Изобретение относится к черной металлургии и может использоваться при вакуумно-дуговом и плазменно-дуговом переплавах сталей и сплавов.
Известны слитки с круглым, переменным по высоте, поперечным сечением, применяющиеся для вакуумно-дугового переплава,
Однако для передела слитка круглого сечения требуются значительные расходы, связанные с ковкой и последующей прокаткой.
Известен также слиток, содержащв.й уэкие и широкие грани с поперечным сечением переменной толщины,
С целью улучшения качества проката, сокращения потерь металла и повышения устойчивости, раската, средняя часть широких граней выполнена прямолинейной на участке 0,5-0,7 его ширины, а величина узких граней на 14-18% меньше расстояния по оси между прямолинейными участками.
Однако известный слиток при выплавке в печи вакуумно-дугового переплава имеет
глубокие дефекты поверхлости (завороты корки, трещ1шы Н др,).
Цель изобретения повышение выхода металла и снижение стоимости передела.
Для этого предлагаемый слиток , содержащий две или более грани прямолш1ейные по ширине, сопряженные по радиусу окружности, выполнен с гранями шири.ной 1О- 2О% от ДЛ1.ШЫ окружности, в KOTOpjTo вписан контур поперечного сечения слитка,
В предлагаемом слитке грани проходят через хорды определенной длины. Если грани шириной менее 10% от длклы окружности, то СЛИТОК-теряет устойчивость при раскате, что приводит к браку. Если грани слитка проходят через хорды длиной более 2О%, то слиток имеет сильно выраженные дефекты поверхности (затворы, трещины и др,). Вследствие того, что поперечное сечение слитка вписано в окружность, нагрев слитка при переплаве по сеченрао равномерен, исключается трещршообразование и завороты корки, а прямолинейные грани повышают устойчивость при прокатке.
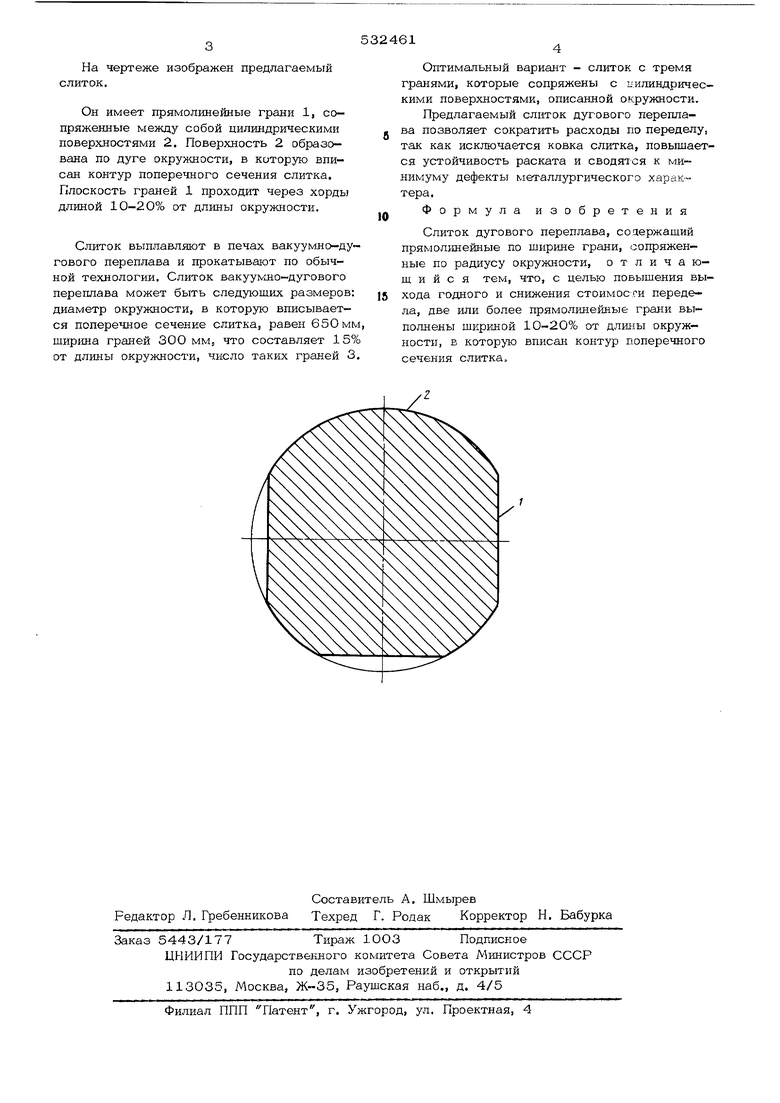
На чертеже изображен предлагаемый слиток.
Он имеет прямолинейные грани 1, сопряженные между собой цилиндрическими поверхностями 2. Поверхность 2 образована по дуге окрулщости, в которую вписан контур поперечного сечения слитка. Плоскость граней 1 проходит через хорды длиной 10-20% от длины окружности.
Слиток выплавляют в печах вакуумно-дугового переплава и прокатывают по обычной технологии. Слиток вакуугу-шо-дугового переплава может быть следующих размеров: диаметр окружности, в которую вписывается поперечное сечение слитка, равен 650мм ширина граней 300 мм, что составляет 15% от длины окружности, число таких граней 3,
Оптимальный вариант - слиток с тремя гранями, которые сопряжены с цилиндрическими поверхностями, описанной окружности.
Предлагаемый слиток дугового переплава позволяет сократить расходы по переделу, так как исключается ковка слитка, повышается устойчивость раската и сводятся к минимуму дефекты металлургического характера.
Формула изобретения
Слиток дугового переплава, содержащий прямол1шейные по ширине грани, сопряженные по радиусу окружности, о т л и ч а ющ и и с я тем, что, с целью повышения выхода годного и снижения стоимосги передела, две или более прямолинейные грани выполнены шириной 10-20% от длины окружности, в которую вписан контур поперечного сечения слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЕСТИГРАННАЯ ТРУБА-ЗАГОТОВКА ИЗ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,0% И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2618687C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| Четырехгранный слиток | 1979 |
|
SU780950A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2297893C1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Слиток | 1980 |
|
SU973195A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕДЕЛА ИХ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317865C2 |
