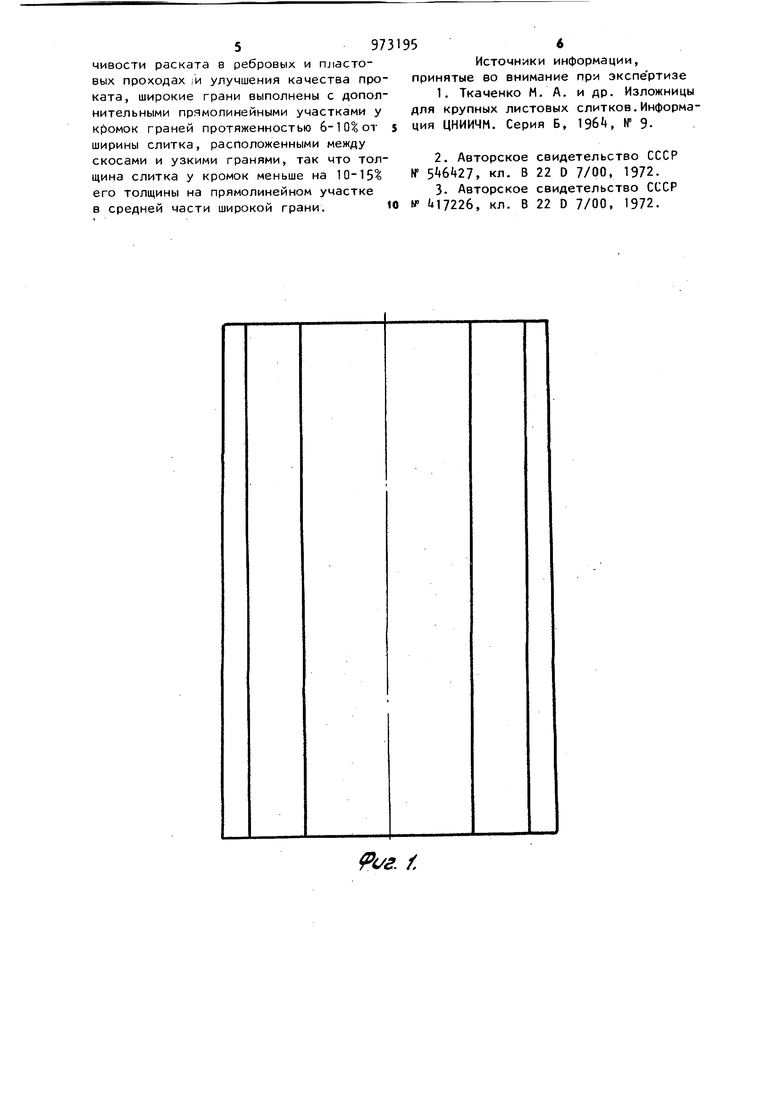
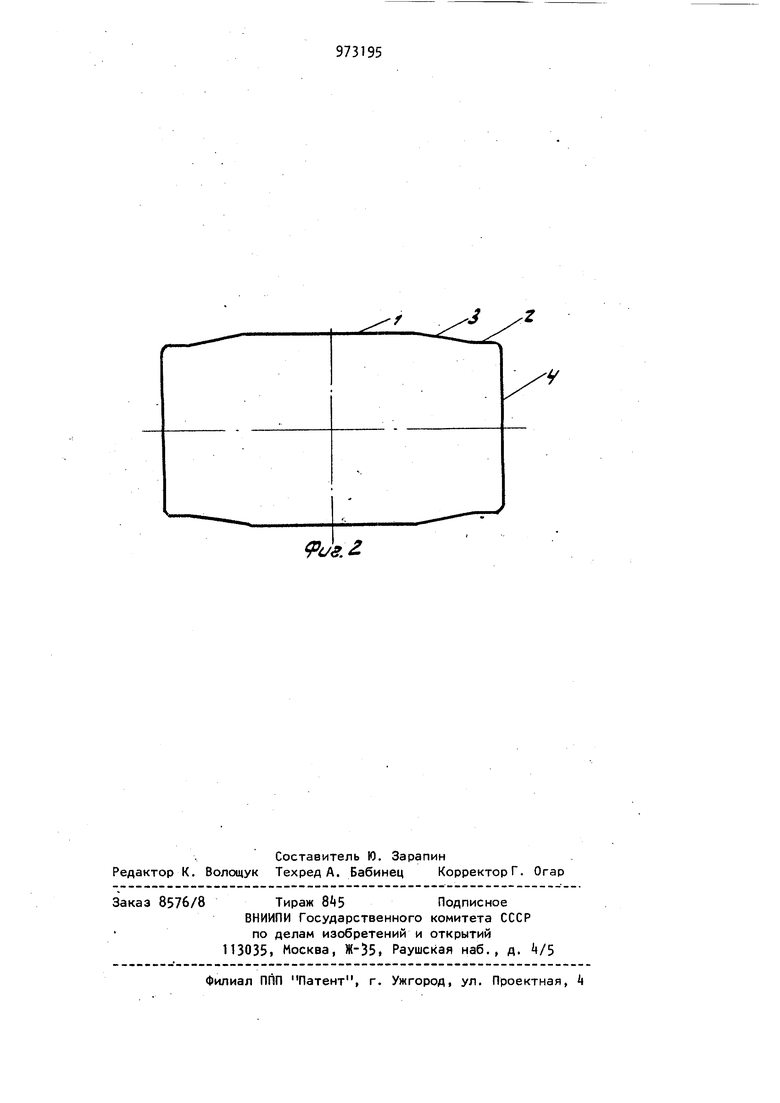
Однако известные слябинговые слитки имеют тот недостаток, что из-за малой ширины узкой грани и большого отношения высоты раската к ширине в пер вых проходах при значительном абсолют ном обжатии происходит потеря устойчивости слитка и искривление его попе речного сечения, В дальнейшем, после кантовки ромбического раската такая форма сечения неблагоприятно влияет на работу прокатного оборудования, кроме того, это способствует повышенному расходу энергии и увеличению концевой обрези слябов. Цель изобретения - повышение устой чивости раската в ребровых и пластовых проходах и улучшение качества про ката. Поставленная цель достигается тем, что в слитке, имеющем поперечное сече ние переменной толщины, широкие грани выполнены -С прямолинейными участками в средней части протяженностью 50-70% от ширины слитка с примыкающими к ним скосами, и узкие грани, согласно изобретению широкие грани выполнены с дополнительными прямолинейными участками у кромок граней протяженностью 6-10 от ширины слитка, рас положенными между скосами узкими граНИМИ, так что толщина слитка у кромок меньше на 10-15% его толщины на прямолинейном участке в средней части широкой грани. На фиг. 1 приведена широкая грань; на фиг. 2 - слиток, поперечное сечение . Широкие грани состоят из параллель ных участков 1 и 2, которые сопряжены наклонным 3. Узкая грань слитка обозначена k. При прокатке слитков в ребровых проходах на слябингах и блюмингах изза неравномерности деформации по толщине раската происходит повышенное уширение приконтактных слоев. Однако максимум этого уширения находится не непосредственно у кромок, а на некотором расстоянии от контактной поверх ности. Максимум уширения смещен от контактных поверхностей. С учетом вышеизложенного широкие грани слитков непосредственно у боковых кромок на участках 80-120 мм с каждгой стороны (или по отношений к слитков 11200-1750 мм)выполняют п раллельно оси, что способствует. улу шению .устойчивости слитка в ребровых проходах. При параллельных участках шириной менее 80 мм их стабилизирующее влияние резко снижается, а при участках более 120 мм увеличиваются наплывы на широких гранях после ребровых проходов. Интенсивная поперечная деформация в ребровых проходах происходит лишь в частях слитка, примыкающих к валкам, и постепенно затухает к уровню }/k толщины слитка с каждой стороны. С учетом закруглений в сопряжении наклонных и среднего прямоугольного участков широкой грани наклонные участки 3 вместе с прикромочными прямоугольными 2 должны составлять 20-25% от ширины слитка с каждой стороны. Дальнейшее увеличение ширины наклонных участков приводит к неоправданному снижению массы слитка, а при уменьшении ширины последних образовываются наплывы на широких гранях после ребровых проходов. Абсолютное уменьшение толщины слитков у кромок определяется величиной максимального уширения при прокатке в ребровых проходах. Максимальное уширение можно определить по формулам в зависимости от отношения И, прокатке в ребровых проходах и относительной длины слитка с(7Н (Нф- средняя толщина раската при прокатке, равная полусумме толщины до прохода (н) и после (h) , мм; Iq,,- протяженность очага деформации, мм; длина слитка). При прокатке слитков шириной 12001700 мм, которая в ребровых проходах является толщиной раската, с абсолютным обжатием 80-90 мм за проход и средним суммарным обжатием 160-200 мм на слябинге 115П отношение составляет ,5-7, при этом максимальное уширение 80-120 мм, что при толщине слитка в среднем сечении 750-830 мм составляет 10-15%. На эту величину надо уменьшить толщину слитков у кромок за счет скосов (наклонных участков). Формула изобретения Слиток, имеющий поперечное сечение переменной толщины, широкие грани с прямолинейными участками в средней части протяженностью 50-70% от ширины слитка с примыкающими к ним скосами и узкие грани, отличающийс я тем, что, с целью повышения устойчивости раската в ребровых и пластовых проходах :и улучшения качества проката, широкие грани выполнены с дополнительными прямолинейными участками у кромок граней протяженностью 6-10% от ширины слитка, расположенными между скосами и узкими гранями, так что толщина слитка у кромок меньше на 10-15% его толщины на прямолинейном участке в средней части широкой грани.
Источники информации, принятые во внимание при экспертизе
1,Ткаченко М. А. и др. Изложницы для крупных листовых слитков.Информация ЦНИИЧМ. Серия Б, 196, № 92,Авторскоесвидетельство СССР N 5 6427, кл. В22 D 7/00, 1972.
3,Авторскоесвидетельство СССР W « 1722б, кл. В22 D 7/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Слиток | 1979 |
|
SU863150A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ реверсивной прокатки слитков | 1983 |
|
SU1068181A1 |
| Сталеразливочная изложница | 1983 |
|
SU1151352A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Слиток | 1983 |
|
SU1197753A1 |
| СЛИТОК ДЛЯ ПЛОСКОЙ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛОВ | 1992 |
|
RU2021867C1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
г, X
9US.2.
