1
Изобретение относится к механической обработке материалов резанием вращающимися резцами.
Известен способ резания чашечным самовращающимся резцом, торец режущей чашки которого выполняет функцию задней поверхности 1.
Известен также вращающийся резец, осуществляющий способ резания чашечным самовращающимся резцом, торец чашки которого выполняет функцию задней поверхности, а резцу сообщают поворотно-колебательные движения относительно оси цанф, на которых резец устанавливается в кронштейне 2. Стружкодробление при этом обеспечивается за счет изменения рабочих углов резца.
Однако амплитуда поворотно-колебательного движения не может быть значительной, так как в этом случае вершина резца существенно удаляется от оси заготовки, изменяется глубина резания и резко ухудшается качество и точность обработки.
При обработке вязких материалов для стабильности стружкодробления и увеличения ароизводительности становится недостаточным изменение только рабочих углов резца, причем в весьма ограниченном диапазоне. Это ограничивает применение подобного резца при различных технологических условиях обработк.и, особенно при резании вязких труднообрабатываемых материалов.
Целью изобретения является повышение эффективности стружкодробления, точности, качества и производительности обработки независимо от реЖИмов резания и обрабатываемого материала.
Поставленная цель достигается тем, что по предлагаемому способу поворотно-колебательные движения сообщают с а.мплитудой свыше 10° относительно оси, перпендикулярной к плоскости подач, с одновременным возвратно-поступательным перемещением резца в направлении, нормальном к обработанной поверхности. rioBOpoTHO-колебательное и возвратно-поступательное движения кинематически связаны между собой.
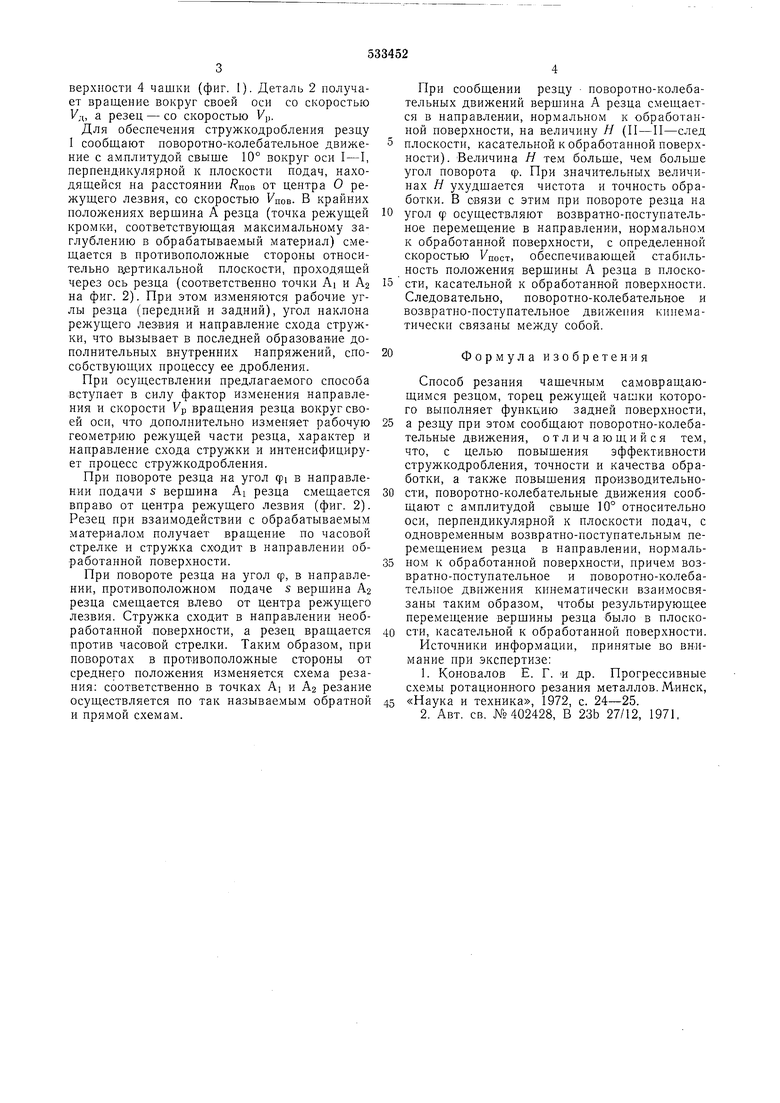
На фиг. 1 показан вид на чашечный самовращающейся резец и обрабатываемую деталь со стороны ее торца; на фиг. 2 с.хематически показаны в среднем и крайнем положе ниях режущее лезвие в проекции на основную плоскость при осуществлении способа.
Предлагаемый способ осуществляют следующим образом.
Чашечный самовращающийся резец I устанавливают под углом § относительно обрабатываемой детали 2 таким образом, что торец режущей чашки 3 выполняет функцию задней поверхности, а стружка сходит по боковой оверхпости 4 чашки (фиг. 1). Деталь 2 получает вращение вокруг своей оси со скоростью Уд, а резец - со скоростью Vp.
Для обеспечения стружкодробления резцу I сообщают поворотно-колебательное движение с амплитудой свыще 10° вокруг оси I-I, перпендикулярной к плоскости подач, находящейся на расстоянии от центра О режущего лезвия, со скоростью УШВ. В крайних положениях вершина А резца (точка режущей кромки, соответствующая максимальному заглублению в обрабатываемый материал) смещается в противоположные стороны относительно в,ертикальной плоскости, проходящей через ось резца (соответственно точки AI и Да на фиг. 2). При этом изменяются рабочие углы резца (передний и задний), угол наклона режущего лезвия и направление схода стружки, что вызывает в последней образован-ие дополнительных внутренних напряжений, способствующих процессу ее дробления.
При осуществлении предлагаемого способа вступает в силу фактор изменения направления и скорости Ур вращения резца вокруг своей оси, что дополнительно изменяет рабочую геометрию режущей части резца, характер и направление схода стружки и интенсифицирует процесс стружкодробления.
При повороте резца на угол ф1 в направлении подачи S вершина AI резца смещается вправо от центра режущего лезвия (фиг. 2). Резец при взаимодействии с обрабатываемым материалом получает вращение по часовой стрелке п стружка сходит в направлении обработанной поверхности.
При повороте резца на угол ф, в направлении, противоположном подаче s вершина А2 резца смешается влево от центра режущего лезвия. Стружка сходит в направлении необработанной поверхности, а резец вращается против часовой стрелки. Таким образом, при поворотах в противоположные стороны от среднего положения изменяется схема резания: соответственно в точках А и А2 резание осуществляется по так называемым обратной и прямой схемам.
При сообщении резцу - поворотно-колебательных движений вершина А резца смещается в направлении, нормальном к обработанной поверхности, на величину Я (II-II-след плоскости, касательной к обработанной поверхности). Величина Н тем больше, чем больше угол поворота ф. При значительных величинах Н ухудшается чистота и точность обработки. В связи с этим при повороте резца на
угол ф осуществляют возвратно-поступательное перемешение в направлении, нормальном к обработанной поверхности, с определенной скоростью УПОСТ, обеспечивающей стабильность положения вершины А резца в плоскости, касательной к обработанной поверхности. Следовательно, поворотно-колебательное и возвратно-поступательное движения кинематически связаны между собой.
Формула изобретения
Способ резания чашечным самовращающимся резцом, торец режущей чашки которого выполняет фувк1 ию задней поверхности,
а резцу при этом сообщают поворотно-колебательные движения, отличающийся тем, что, с целью повыщения эффективности стружкодробления, точности и качества обработки, а также повыщения производительности, поворотно-колебательные движения сообщают с амплитудой свыше 10° относительно оси, перпендикулярной к плоскости подач, с одновременным возвратно-поступательным перемещением резца в направлении, нормальном к обработанной поверхности, причем возвратно-поступательное и поворотно-колебательпое движения кинематически взаимосвязаны таким образом, чтобы результирующее перемещение вершины резца было в плоскости, касательной к обработанной поверхности. Источники информации, принятые во внимание при экспертизе:
1.Коновалов Е. Г. и др. Прогрессивные схемы ротационного резания металлов. Минск,
«Наука и техника, 1972, с. 24-25.
2.Авт. св. ДГо 402428, В 23Ь 27/12, 1971,
-tUZ.i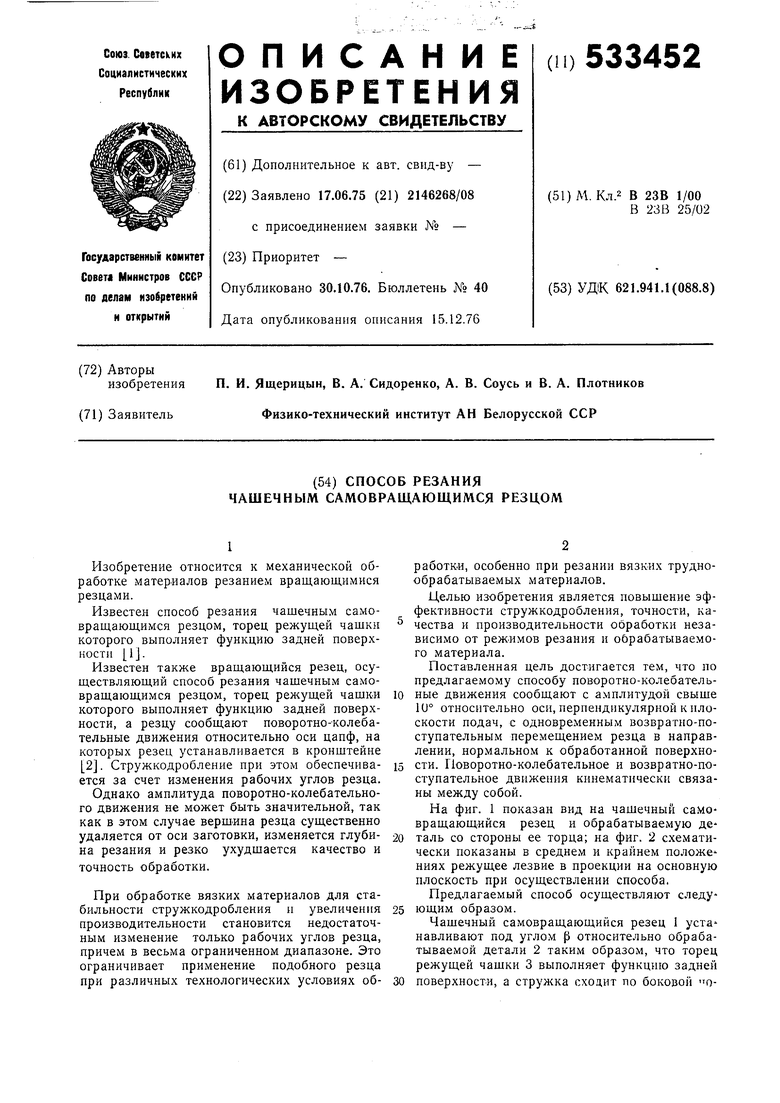
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Самовращающийся чашечный резец | 1979 |
|
SU775929A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Ротационный чашечный резец | 1982 |
|
SU1110041A2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Режущий инструмент | 1979 |
|
SU804237A1 |
| Устройство для ротационного резания | 1977 |
|
SU704724A1 |
| Способ обработки торцов труб | 1990 |
|
SU1763090A1 |
| Устройство для дробления стружки | 1976 |
|
SU584977A2 |
| Торцовая фреза | 1976 |
|
SU608621A1 |
Фт.2
