Изобретение относится к области обработки материалов резанием и может быть использовано для обработки торцов труб в различных отраслях машиностроения.
Целью изобретения является повышение стойкости инструмента и улучшение условий стружкодробления путем создания в процессе обработки знакопеременной деформации в поперечном сечении стружки, что способствует ее дроблению.
Сущность изобретения поясняется чертежом.
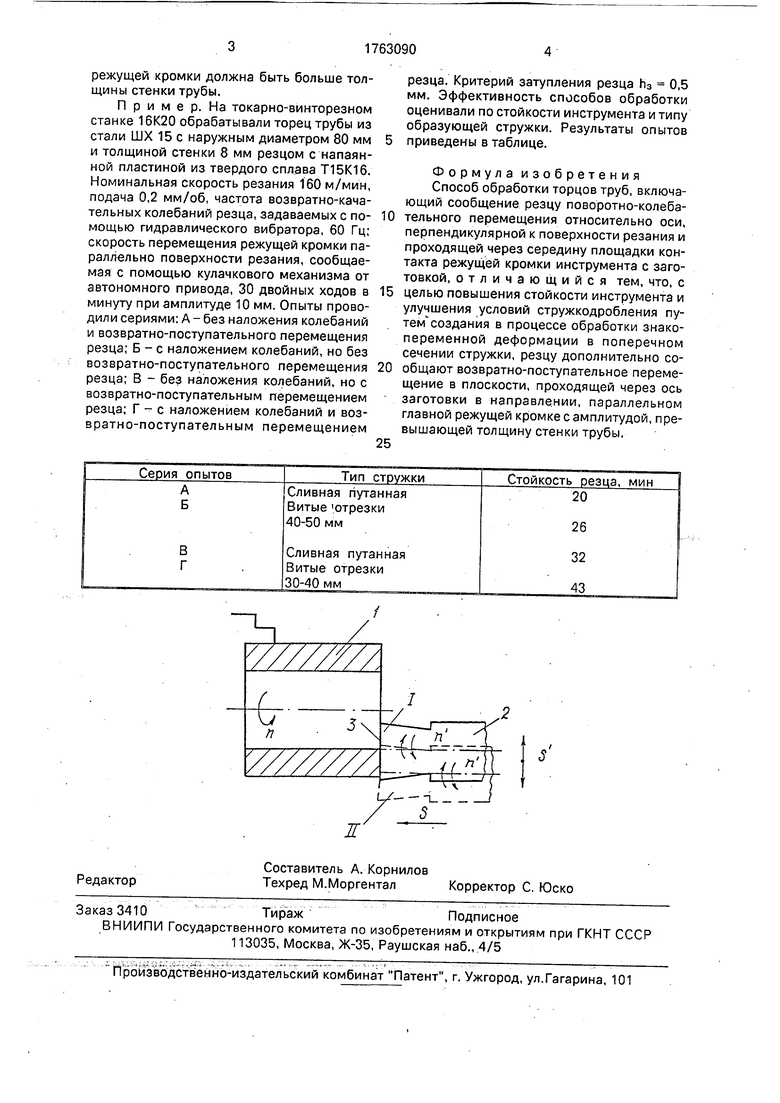
Заготовке трубы 1 сообщают вращение вокруг ее оси с частотой п, определяющей номинальную скорость резания. Резец 2, имеющий главную режущую кромку 3, пере- мещают с продольной подачей S паратГлель- но оси трубы, сообщая ему одновременно поворотно-колебательное перемещение с частотой п. Дополнительно резцу сообщапараллельном главной режущей кромке При этом точка пересечения оси поворота резца и зона контакта к его режущей кромке 3 со стружкой перемещаются возвратно-поступательно вдоль поверхности резания. В крайнем правом положении (I) резца левая часть режущей кромки не испытывает термической нагрузки и охлаждается В крайнем левом положении (II) резца в подобных условиях находится правая часть режущей кромки. Общая длина режущей кромки 3 должна более чем в два раза превышать толщину стенки трубы. В противном случае средняя часть режущей кромки 3 должна более чем в два раза превышать толщину стенки трубы В противном случае средняя ч1сТь ёж щ й кромки будет постоянно находиться в контакте с заготовкой, и по аналогии с прототипом, испытывать постоянно теплбйую нагрузку tf интенсивно йзнашиют возвратно-поступательное пере мбЩ е и1-|У6в ат ьсгя По же причине амплитуда воз- ние со скоростью S1 в направлении,
,им«С1б I ay , л гнэта
вратно-п осту нательного перемещения
Г&НМОМОЛ NM)( cSU ftoAfcN-OHHUtli j..,o-Jc,
(Л
С
параллельном главной режущей кромке При этом точка пересечения оси поворота резца и зона контакта к его режущей кромке 3 со стружкой перемещаются возвратно-поступательно вдоль поверхности резания. В крайнем правом положении (I) резца левая часть режущей кромки не испытывает термической нагрузки и охлаждается В крайнем левом положении (II) резца в подобных условиях находится правая часть режущей кромки. Общая длина режущей кромки 3 должна более чем в два раза превышать толщину стенки трубы. В противном случае средняя часть режущей кромки 3 должна более чем в два раза превышать толщину стенки трубы В противном случае средняя ч1сТь ёж щ й кромки будет постоянно находиться в контакте с заготовкой, и по аналогии с прототипом, испытывать постоянно теплбйую нагрузку tf интенсивно йзнашиvj о
CJ
о ю о
По же причине амплитуда воз-
вратно-п осту нательного перемещения
Г&НМОМОЛ NM)( cSU ftoAfcN-OHHUtli j..,o-Jc,
режущей кромки должна быть больше толщины стенки трубы.
П р и м е р. На токарно-винторезном станке 16К20 обрабатывали торец трубы из стали ШХ 15с наружным диаметром 80 мм и толщиной стенки 8 мм резцом с напаянной пластиной из твердого сплава Т15К16. Номинальная скорость резания 160 м/мин, подача 0,2 мм/об, частота возвратно-кача- тельных колебаний резца, задаваемых с помощью гидравлического вибратора, 60 Гц; скорость перемещения режущей кромки параллельно поверхности резания, сообщаемая с помощью кулачкового механизма от автономного привода, 30 двойных ходов в минуту при амплитуде 10 мм. Опыты проводили сериями: А - без наложения колебаний и возвратно-поступательного перемещения резца; Б - с наложением колебаний, но без возвратно-поступательного перемещения резца; В - без наложения колебаний, но с возвратно-поступательным перемещением резца; Г - с наложением колебаний и возвратно-поступательным перемещением
0
5
0
5
резца. Критерий затупления резца h3 0,5 мм. Эффективность способов обработки оценивали по стойкости инструмента и типу образующей стружки. Результаты опытов приведены в таблице.
Формула изобретения Способ обработки торцов труб, включающий сообщение резцу поворотно-колебательного перемещения относительно оси, перпендикулярной к поверхности резания и проходящей через середину площадки контакта режущей кромки инструмента с заготовкой, отличающийся тем, что, с целью повышения стойкости инструмента и улучшения условий стружкодробления путем создания в процессе обработки знакопеременной деформации в поперечном сечении стружки, резцу дополнительно сообщают возвратно-поступательное перемещение в плоскости, проходящей через ось заготовки в направлении, параллельном главной режущей кромке с амплитудой, превышающей толщину стенки трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Резец с накладным стружколомом Пожидаева | 1990 |
|
SU1720805A1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| Способ кинематического дробления стружки и устройство для его осуществления | 1986 |
|
SU1351718A1 |
| Круглый вращающийся резец | 1986 |
|
SU1335377A1 |
| Способ обработки резанием | 1987 |
|
SU1414503A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для обработки торцов труб в различных отраслях машиностроения В процессе обработки заготовке 1 сообщают вращение, а резцу - движение подачи параллельно оси трубы, сообщая ему одновременно поворотно-колебательное перемещение с частотой п Дополнительно резцу сообщают возвратно-поступательное перемещение со скоростью S в направленнии, параллельном глазной режущей кромки В положении I резца левая часть режущей кромки не испытывает термической нагрузки и охлаждается, а в положении II - то же происходит с правой частью резца Кроме того, стружка испытывает знакопеременную деформацию, что способствует ее ломке 1 ил.
| Способ обработки резанием | 1975 |
|
SU554080A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
