(54) ТОРЦОВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Самовращающийся чашечный резец | 1976 |
|
SU598701A1 |
| Способ резания чашечным резцом | 1975 |
|
SU536886A1 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Вращающийся резец | 1975 |
|
SU707696A1 |
| Режущий инструмент | 1979 |
|
SU804237A1 |
| Устройство для ротационного резания | 1977 |
|
SU704724A1 |
| Вращающийся резец | 1977 |
|
SU764854A1 |
| Устройство для дробления стружки | 1976 |
|
SU611724A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| САМОВРАЩАЮЩИЙСЯ ЧАШЕЧНЫЙ РЕЗЕЦ | 1971 |
|
SU415100A1 |

Изобретение относится к области металлообработки и предназначено для использования при размерно-чистовой обработке крупногабаритных плоскостей.
Известна торцовая фреза, в корпусе которой установлены на осях самовращающиеся чашечные резцы .
Однако в этой фрезе в процессе холостого пробега резцы вступают в соприкосновение с обработанной поверхностью. При этом они скоблят и царапают обработанную поверхность, вращаются нестабильно, в результате чего ухудшается качество обработанной поверхности.
Целью изобретения является повышение качества обработанной поверхности.
Для этого в предлагаемой торцовой фрезе сопряженная с резцом шейка оси выполнена эксцентрично относительно опорных концов, на одном из которых установлен рычаг, предназначенный для взаимодействия с шаблоном станка.
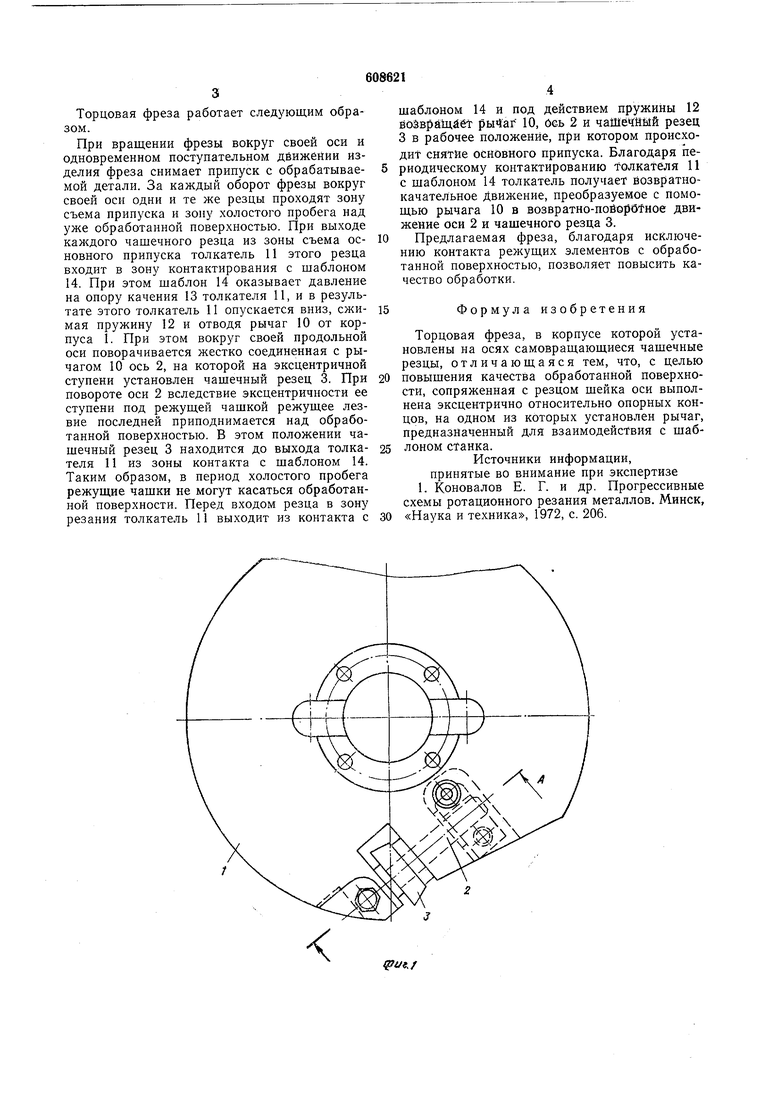
Па фиг. 1 схематически изображена предлагаемая фреза; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Торцовая фреза содержит корпус 1, в отверстиях которого на осях 2 расположены чашечные резцы 3, выполненные в виде крупных чашек. Опорные части осей установлены
Б подшипниках 4 и 5, что обеспечивает возможность их свободного поворота.
Шейка 6 оси 2, на которой по скользящей посадке установлен чашечный резец 3, выполнена эксцентричной относительно опорных частей оси.
Для восприятия осевой нагрузки от чашечного резца 3 к корпусу 1 между ними установлена опорная шайба 7, выполненная из антифрикционного материала.
Выбор осевого зазора в сопряжении чашечный резец 3 - опорный 8 оси 2 - торец подшипника 4 производят путем поджима подшипника 4 болтом 9. Па конце оси 2 за подшипником 5 посредством клеммового зажима закреплен поворотный рычаг 10. В отверстии последнего установлен толкатель 11, который посредством пружины 12 прижимает рычаг 10 к корпусу 1. В верхней части толкателя 11 установлена опора качения 13 в виде шарика. Выше опоры качения 13 расположен шаблон 14, имеющий форму кругового сектора и прикрепленный к станине или
шпиндельной бабке станка над зоной холостого пробега режущих инструментов, т. е. над уже обработанной поверхностью изделия. Шаблон со стороны входа в контакт с ним толкателя для плавности входа выполнен со
скосом 15.
Торцовая фреза работает следующим образом.
При вращении фрезы вокруг своей оси и одновременном поступательном дбижении изделия фреза снимает припуск с обрабатывавмой детали. За каждый оборот фрезы вокруг своей оси одни и те же резцы проходят зону съема припуска и зону холостого пробега над уже обработанной поверхностью. При выходе каждого чашечного резца из зоны съема основного припуска толкатель 11 этого резца входит в зону контактирования с шаблоном 14. При этом шаблон 14 оказывает давление на опору качения 13 толкателя И, и в результате этого толкатель 11 опускается вниз, ежимая пружину 12 и отводя рычаг 10 от корпуса 1. При этом вокруг своей продольной оси поворачивается жестко соединенная с рычагом 10 ось 2, на которой на эксцентричной ступени установлен чашечный резец 3. При повороте оси 2 вследствие эксцентричности ее ступени под режущей чашкой режущее лезвие последней приподнимается над обработанной поверхностью. В этом положении чашечный резец 3 находится до выхода толкателя 11 из зоны контакта с шаблоном 14. Таким образом, в период холостого пробега режущие чашки не могут касаться обработанной поверхности. Перед входом резца в зону резания толкатель 11 выходит из контакта с
шаблоном 14 и под действием пружины 12 йоЗвраЩйет рыЧаг 10, ось 2 и чашечНйй резец 3 в рабочее положение, при котором происходит снятие основного припуска. Благодаря периодическому контактированию толкателя 11 с шаблоном 14 толкатель получает возвратнокачательное Движение, преобразуемое с помощью рычага 10 в B03BpaTHo-noEop6tHoe движение оси 2 и чашечного резца 3.
Предлагаемая фреза, благодаря исключению контакта режущих элементов с обработанной поверхностью, позволяет повысить качество обработки.
Формула изобретения
Торцовая фреза, в корпусе которой установлены на осях самовращающиеся чащечные резцы, отличающаяся тем, что, с целью повышения качества обработанной поверхности, сопряженная с резцом шейка оси выполнена эксцентрично относительно опорных концов, на одном из которых установлен рычаг, предназначенный для взаимодействия с шаблоном станка.
Источники информации, принятые во внимание при экспертизе
I. Коновалов Е. Г. и др. Прогрессивные схемы ротационного резания металлов. Минск, «Наука и техника, 1972, с. 206.
