Стекломасса состава, применяемого для листового стекла, при температурах порядка 900-1000° и выше, быстро и прочно прилипает к металлическим поверхностям, если эти поверхности имеют температуру, близкую к температуре стекломассы. Почти все жаростойкие металлы и сплавы, известные в настоящее время, имеют температуру прилипания к стеклу не выше 900°. Если же при температурах, близких или более низких, чем температура прилипания, практически, для стекла упомянутого состава, при температурах 750° и ниже, создать небольшой градиент температур между стеклом и металлом, то металлическая поверхность легко отстает от стекломассы. Как показал опыт, металлическая (например, стальная) лента толщиной не более 0,3 мм, прочно прилипая к стекломассе при температурах порядка 900 -1000°, легко отстает от нее при температурах ниже 750° (хорошая теплопроводность металлической ленты и малая ее масса обусловливают появление некоторого градиента температур между лентой и стекломассой, охлаждаемых в одинаковых условиях). Далее, если вытягивать стеклянную
ленту из расплавленной стекломассы и к борту ленты у основания ее поместить неподвижную металлическую поверхность, к которой стекломасса прилипает, то ближайшие к металлической поверхности слои стекла не обнаруживают заметного смещения при вытягивании ленты; однако, при этом зарухания стекла у металлической поверхности не обнаруживается в течение многих часов. Повидимому, при этом происходит все же некоторое обновление означенных слоев стекла, может быть частично за счет диффузии, а частично за счет вихревого движения частиц стекла у металлической поверхности, образующегося вследствие градиента по нормали к металлической поверхности скоростей движущегося стекла. Изложенные опытные данные приняты за основу при конструировании предлагаемого устройства для вытягивания стеклянной ленты со свободной поверхности стекломассы.
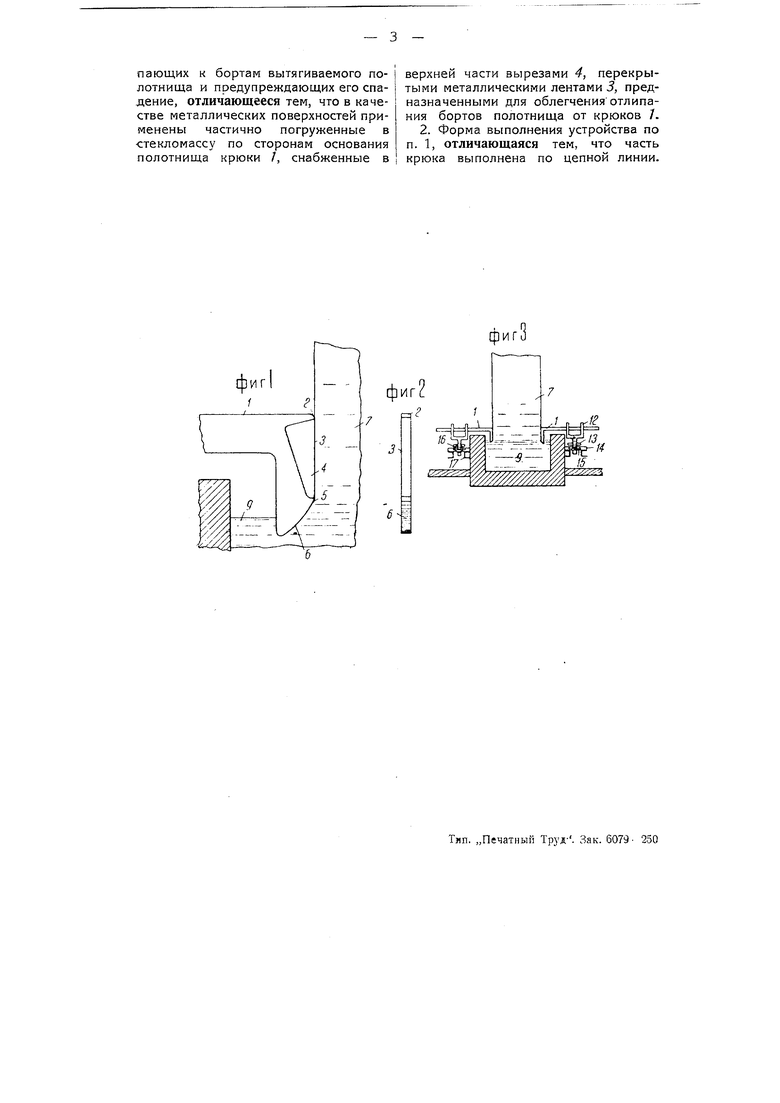
В предлагаемом устройстве металлические крюки, закругленная часть которых выполнена по цепной линии, частично погружены в стекломассу по сторонам основания вытягиваемого полотнища и снабжены, вырезами.
лающих к бортам вытягиваемого полотнища и предупреждающих его спадение, отличающееся тем, что в качестве металлических поверхностей применены частично погруженные в стекломассу по сторонам основания полотнища крюки /, снабженные в
верхней части вырезами 4, перекрытыми металлическими лентами 3, предназначенными для облегчения отлипания бортов полотнища от крюков 7. 2. Форма выполнения устройства по п. 1, отличающаяся тем, что часть крюка выполнена по цепной линии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытягивания стеклянного листа со свободной поверхности расплавленной стекломассы | 1933 |
|
SU33656A1 |
| Способ и устройство для формирования стеклянных элементов | 1937 |
|
SU56159A1 |
| Устройство для производства тонкого листового стекла с применением прокатных вальцев | 1948 |
|
SU80178A1 |
| Устройство для вытягивания стеклянной ленты из стекломассы | 1945 |
|
SU66967A1 |
| Лодочка для вытягивания листовок стекля | 1927 |
|
SU35341A1 |
| Способ приготовления стекла в шахтной печи и стеклоплавильная шахтная печь | 1938 |
|
SU54149A1 |
| Холодильник подмашинной камеры вертикального вытягивания ленты стекла | 1978 |
|
SU745871A1 |
| Способ подготовки стекла в виде осколков для изготовления стеклянного волокна | 1941 |
|
SU63103A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Лодочка для вытягивания листового стекла | 1983 |
|
SU1098913A2 |