(54) УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ КОЛЬЦЕВЫХ
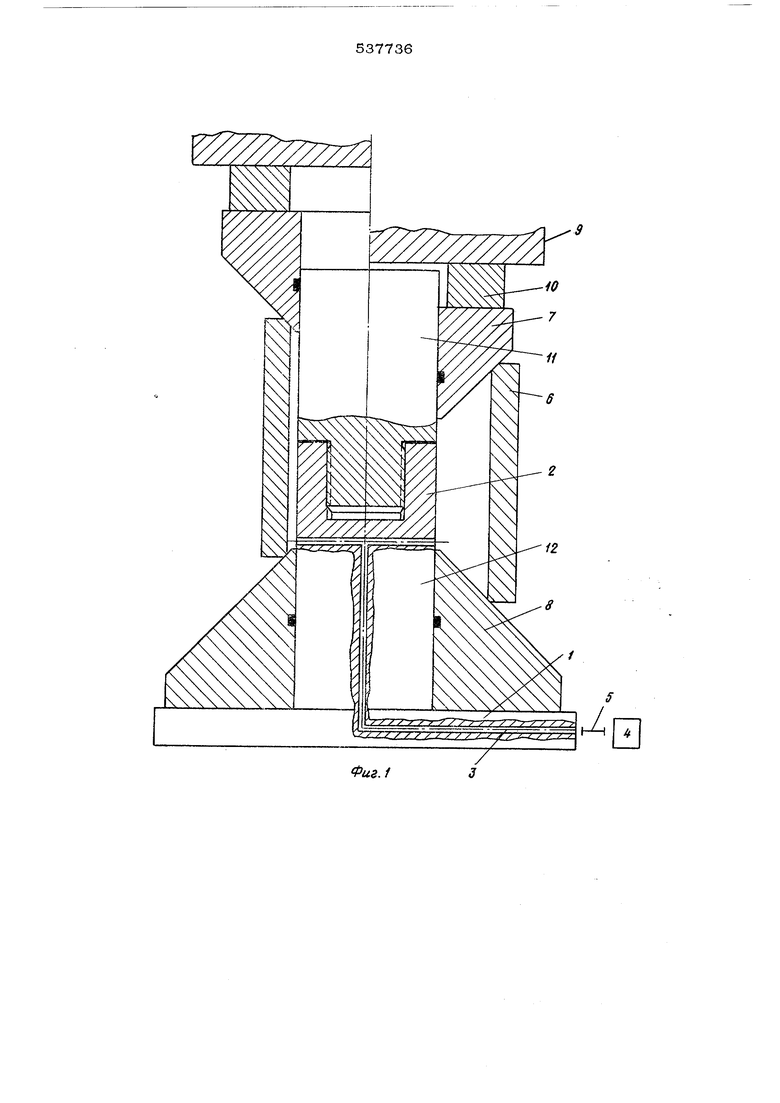
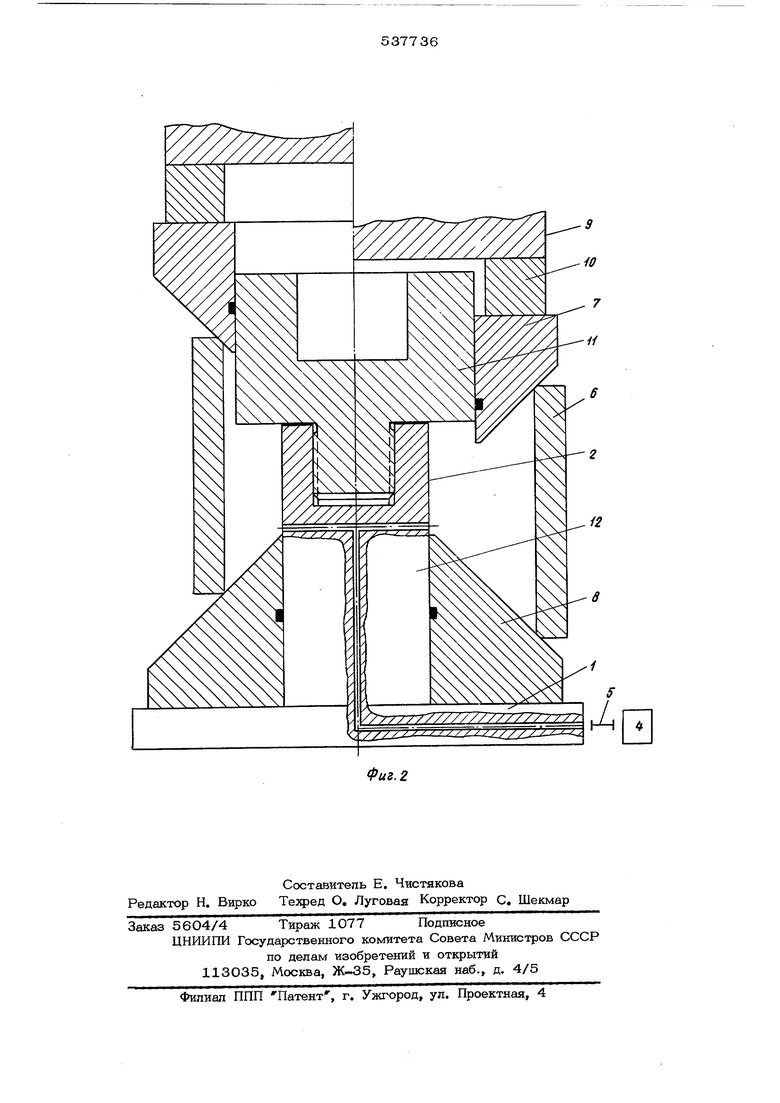
ЗАГОТОВОК цию внутренней попости. При упрочнении увеличивается диаметр упрочняемой кольцевой заготовки. В связи с этим усилие, необходимое для герметизации внутренней полости кольцевой заготовки, возрастает и достигает максимальной величины усилия пресса. Для упрочнения кольцевых заготовок большего диапазона внутренних диаметров при использовании пресса той же мощности устройство переналаживается. Сменная часть оправки вместе с конусным телом заменяется на сменную часть с большим на ружным диаметром, имеющую собственное конусное тело. Далее упрочнение проводится так же, как и в первом случае. Используется вновь весь диапазон мощности пресса, так как часть усилия от давления в полости кольцевой заготовки передается не на траверсу пресса, а через сменную часть оправ ки на оправку. Использование сборной оправки, имеющей в комплекте две сменные части с собственными конусными телами, позволяет увеличить (в 1,6-1,8 раза при постоянной толщине стенки заготовки) диапазон диаметров упрочняемь х кольцевых заготовок. Внедрение устройств со сборной оправкой вместо известных устройств дает экономию металла при изготовлении оснастки для упрочнения заготовок одного и того же диапазона размеров и увеличение производительности труда за счет сокращения времени переналадки. Формула изобретения Устройство для упрочнения кольцевых заготовок, преимущественно бандажных колец, содержащее закрепленную на основании пресса цилиндрическую оправку с каналами для подачи жидкости, два расположенных на оправке конусных тела со встречным напра&лением конусности, одно из которых, прнк- репленное к подвижной траверсе пресса, установлено с возможностью перемещения вдоль оправки, отличающееся тем, что, с целью расширения технологических возможностей устройства, оправка по длине выполнена сборной из двух частей - стационарной и сменной, при этом в одной из них имее1 ся паз, Б другой хвостовик, входящий в этот паз, а диаметр сменной части оправки по меньшей мере равен диаметру стационарной. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР №287659, кл. В 21 Р 26/02 с приоритетом 1973 г. (прототип).
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прессу для упрочнения кольцевых заготовок | 1976 |
|
SU583841A2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Устройство к прессу для упрочнения кольцевых заготовок | 1975 |
|
SU547264A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Устройство для упрочнения кольцевых заготовок | 1968 |
|
SU287659A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| Длинная оправка для волочения труб | 1985 |
|
SU1360841A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |