Изобретение относится к обработке металлов давлением, в частности к получению изделий осадкой, и может быть использовано при производстве деталей преимущественно с профилем на части внутренней полости.
Известно устройство для изготовления деталей осадкой (авт. св. N 585909, кл. В 21 J 13/02, 1971), в котором фиксация исходной заготовки перед осадкой и выталкивание детали осуществляется подпружиненными стержнями, перед осадкой выступающими над зеркалом матрицы, в момент осадки утопающими в гнездах, а после осадки вновь поднимающимися над зеркалом вместе с деталью.
Однако в этом решении для работы пружин в нижней плите выполнено освобождение. Это ослабляет плиту. При увеличении ее толщины увеличивается металлоемкость устройства. При уменьшении толщины плиты она прогибается, чем снижается стойкость инструмента и качество деталей из-за прогиба.
Наиболее близким по технической сущности к изобретению является устройство для изготовления полых деталей, предназначенное для осадки полых заготовок. В этом устройстве имеется оправка, по которой формируется внутренняя поверхность детали. Оправка выполнена ступенчатой: нижняя ступень вместе с нижней плитой устройства образуют нижнюю рабочую поверхность для осадки. Оправка является одновременно и фиксатором исходной заготовки, и выталкивателем детали из матрицы.
Однако существует необходимость съема детали с самой оправки, что увеличивает трудоемкость и снижает производительность. К недостаткам устройства также относятся наличие гидравлической системы выталкивания и съема, что ограничивает выбор прессового оборудования, и невозможность получения полых деталей с профилем на части их внутренней поверхности, что сужает технологические возможности.
Цель изобретения - расширение технологических возможностей, увеличение производительности и снижение трудоемкости, снятие ограничений при выборе оборудования.
Это достигается тем, что устройство для изготовления полых деталей осадкой, содержащее верхнюю и нижнюю плиты, матрицу, пуансон, оправку с рабочей поверхностью и выталкиватель, снабжено траверсой подъема выталкивателя, выполненной в виде разъемной крестовины, жестко связанной с верхней плитой тягами, выталкиватель выполнен кольцевым, жестко установлен на траверсе концентрично оправке и матрице в кольцевой полости, образованной их наружной и внутренней рабочими поверхностями и подпружинен относительно матрицы, связанной с нижней плитой сухарями, оправка жестко установлена на нижней плите и выполнена с диаметрально расположенными сквозными пазами с размещенной в них крестовиной, высота которых превышает ход траверсы, при этом рабочая поверхность оправки выполнена с последовательно расположенным профильным и гладким участками, в верхней части оправки расположен ловитель кольцевой заготовки, поперечное сечение которого соответствует поперечному сечению профильного участка оправки, а в нижней плите выполнены пазы под крестовину глубиной, равной толщине траверсы.
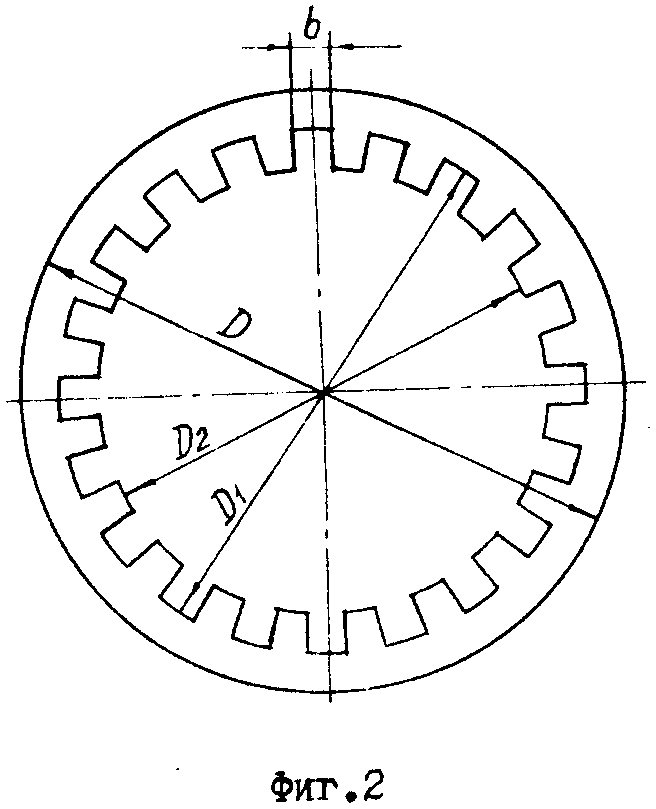
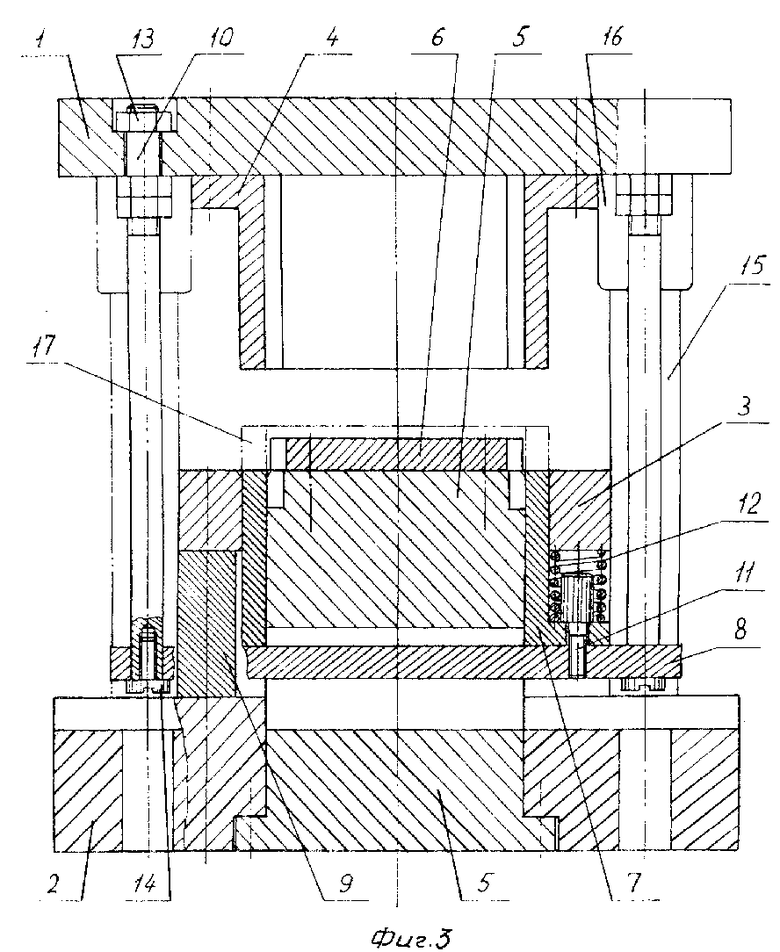
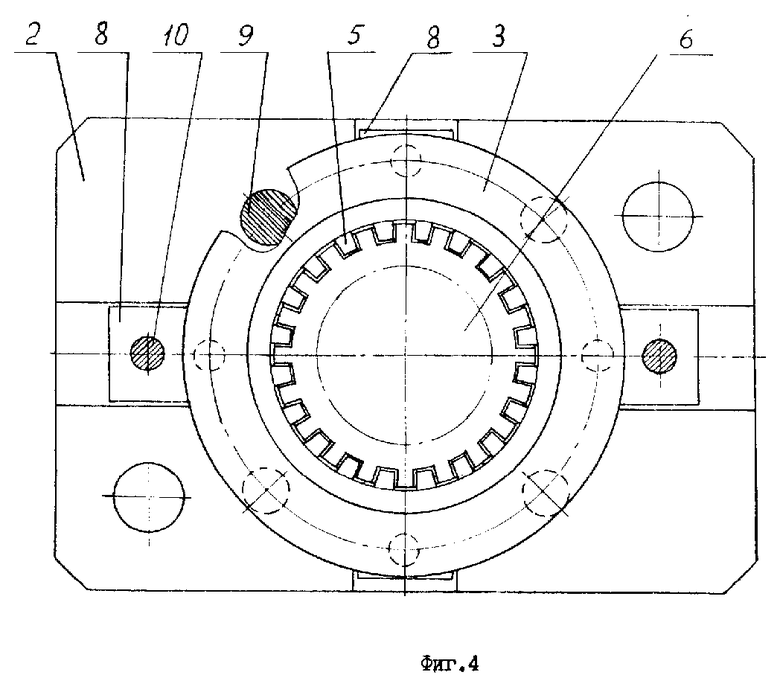
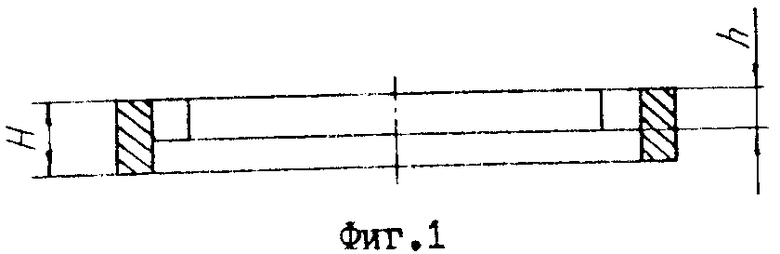
На фиг. 1 и 2 показана деталь; на фиг. 3 - устройство общий вид; на фиг. 4 - нижняя часть устройства, план.
Устройство состоит из верхней 1 и нижней 2 плит, матрицы 3, пуансона 4, оправки 5, ловителя 6, выталкивателя 7, траверсы 8, сухарей 9 и тяг 10. Пуансон 4 закреплен на верхней плите 1. Оправка 5 установлена в нижней плите 2 и имеет два диаметрально расположенных паза, в которых установлена траверса 8 с возможностью вертикального перемещения. Траверса выполнена в виде крестовины из двух отдельных пластин.
При сборке сначала заводится одна из пластин, затем - вторая и к каждой из них жестко крепится выталкиватель 7 винтами 11. Вся система выталкиватель - траверса подпружинена относительно нижней плоскости матрицы 3 с помощью пружин 12. Матрица 3 размещена на сухарях 9, установленных на нижней плите в промежутках между пластинами траверсы-крестовины, и через сухари прикреплена к нижней плите 2. Оправка, выталкиватель и матрица установлены друг относительно друга концентрично. Оправка имеет гладкую и профильную части.
На профильной части оправки 5 размещен ловитель 6, имеющий профиль, соответствующий профилю оправки, но выполнен меньшим по размерам. Тяги 10 жестко соединены с верхней плитой 1 гайками 13, а на винты 14, ввернутые в их нижние торцы, опирается траверса 8. В нижней плите 2 выполнен крестообразный паз глубиной, равной высоте траверсы, и отверстия для прохода тяг 10 с винтами 14. Устройство имеет направляющие колонки 15 и втулки 16.
Устройство работает следующим образом. Заготовка 17 устанавливается с фиксацией на ловитель 6. При ходе ползуна пресса вниз опускается верхняя часть устройства. Тяги 10 движутся вниз и отпускают траверсу 8. Под действием пружины 12 выталкиватель 7 и траверса 8, скрепленные винтами 11, опускаются. При соприкосновении пуансона 4 с заготовкой она проталкивается с кольцевой зазор между матрицей 3 и участками оправки 4. Когда траверса 8 утопает в пазу нижней плиты 2 и опирается на плиту, выталкиватель 7 опирается и на траверсу 8 и на плиту 2, начинается деформирование заготовки осадкой. Наружный диаметр детали калибруется по матрице 3, внутренний гладкий диаметр - по гладкому участку оправки 5, при течении металла во впадины профильного участка оправки 5 оформляется профильная часть детали. При достижении требуемой высоты детали осадка прекращается. При движении ползуна пресса вверх под действием тяг 10 траверса 8 с выталкивателем 7 движутся вверх, пружины 12 сжимаются, отштампованная детали поднимается. Когда выталкиватель возвращается в исходное положение, т. е. поднимается на уровень матрицы и профильного участка оправки, деталь не удерживается на рабочих частях устройства ни одной своей поверхностью и может быть удалена из зоны устройства. Снова устанавливается заготовка, процесс повторяется.
Использование изобретения позволяет расширить технологические возможности путем получения различных по форме деталей, увеличить производительность и снизить трудоемкость за счет быстрого фиксирования заготовки перед осадкой в штампе и возможности после выталкивания удаления отштампованной детали, расширить диапазон прессового оборудования за счет совмещения в устройстве функций деформирования и выталкивания независимого от выталкивающей системы прессов. (56) Авторское свидетельство СССР N 1704896, кл. В 21 J 5/12, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Устройство для изготовления полых деталей | 1989 |
|
SU1704896A1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОСАДКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2006326C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для штамповки деталей | 1981 |
|
SU984611A1 |
| Выталкивающее устройство к штампу | 1989 |
|
SU1794576A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
Использование: обработка металлов давлением, в частности производство полых деталей с профилем на части внутренней поверхности. Сущность изобретения: устройство для осадки полых заготовок содержит верхнюю и нижнюю плиты, матрицу, пуансон, оправку и выталкиватель. Траверса подъема выталкивателя связана тягами с верхней плитой с возможностью вертикального перемещения внутри оправки. При этом выталкиватель и траверса жестко соединены между собой и подпружинены относительно матрицы, расположенной на сухарях, установленных на нижней плите. Оправка выполнена с гладким нижним и профильным верхним рабочими участками. На верхнем участке размещен ловитель заготовки, имеющий профиль, соответствующий профилю оправки. Нижняя плита имеет крестообразный паз на верхней плоскости под траверсу. При этом глубина паза соответствует толщине траверсы. 4 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ, преимущественно с профилем на части их внутренней поверхности, содержащее верхнюю и нижнюю плиты, матрицу, пуансон, оправку с рабочей поверхностью и выталкиватель, отличающееся тем, что оно снабжено траверсой подъема выталкивателя, выполненной в виде разъемной крестовины, жестко связанной с верхней плитой тягами, выталкиватель выполнен кольцевым, жестко установлен на траверсе концентрично оправке и матрице в кольцевой полости, образованной их наружной и внутренней рабочими поверхностями, и подпружинен относительно матрицы, связанной с нижней плитой сухарями, оправка жестко установлена на нижней плите и выполнена с диаметрально расположенными сквозными пазами с размещенной в них крестовиной, высота которых превышает ход траверсы, при этом рабочая поверхность оправки образована последовательно расположенными профильным и гладким участками, в верхней части оправки расположен ловитель кольцевой заготовки, поперечное сечение которого соответствует поперечному сечению профильного участка оправки, а в нижней плите выполнены пазы под крестовину глубиной, равной толщине траверсы.
