Фиг.
11360841
относится к обработке
за уп ми
металлов давлением и может быть использовано при изготовлении крупногабаритных бесшовных труб методом протяжки на длинной оправке полых заготовок с дном.
Цель изобретения - расширение технологических возможностей.
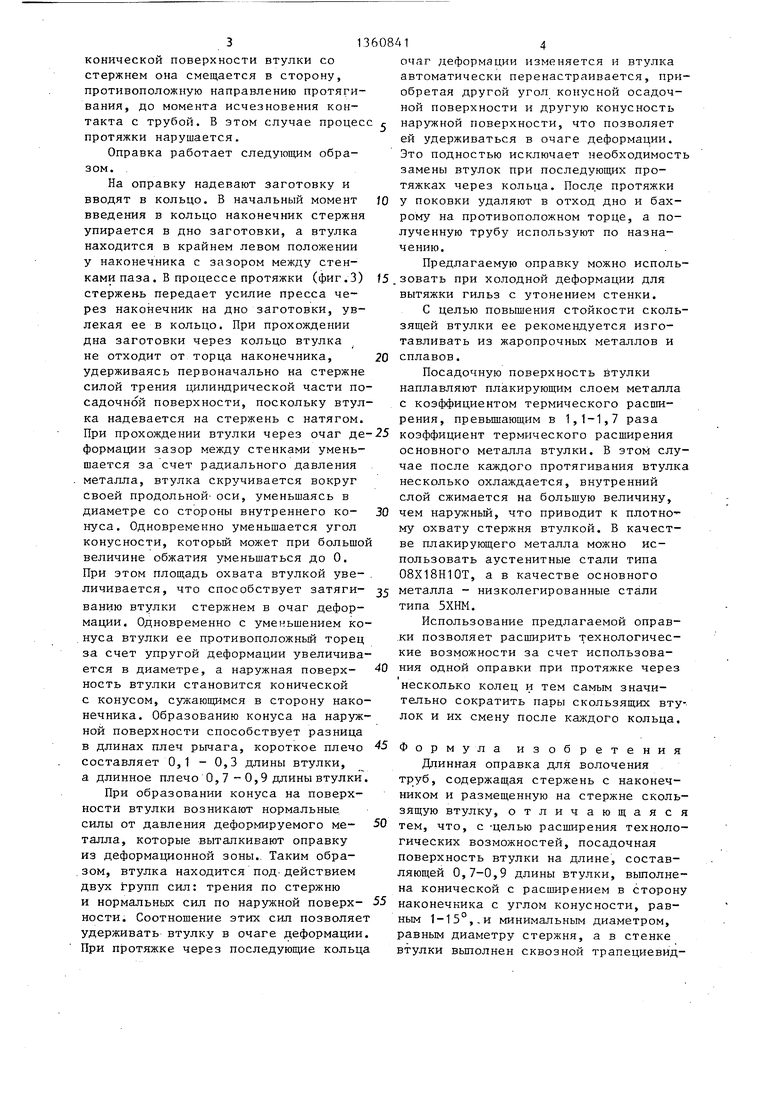
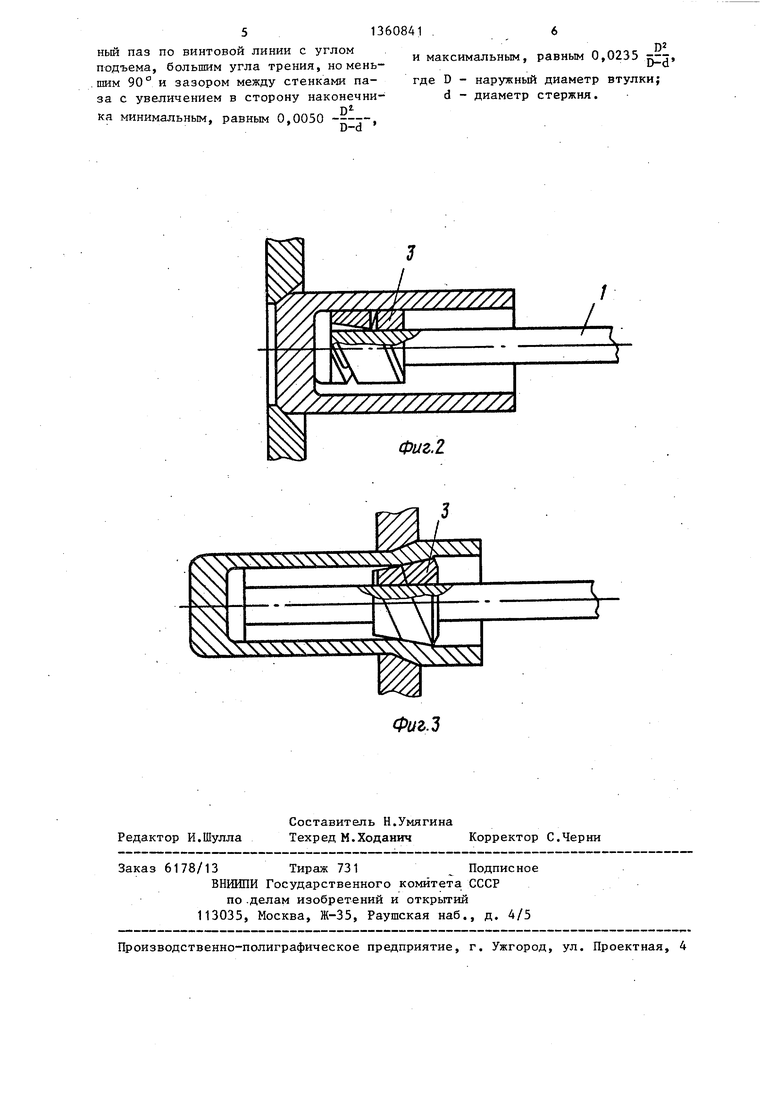
На фиг.1 изображена оправка, разрез; аа фиг.2 - то.же, с надетой на нее заготовкой в исходном положении перед протяжкой через.кольцо; на фиг.З - то же, с заготовкой в процессе протяжки.
Оправка содержит стержень 1 с наконечником 2, размещенную на стержне скользящую втулку 3, посадочная по-г верхность -которой на участке длиной , длины втулки выполнена ко-т нической, расширяющейся в сторону наконечника с. углом конусности 1-15 и минимальным диаметром ным диаметру d стержня. На остальной длине посадочная поверхность вьшолне- на цилиндрической с диаметром, равным диаметру d стержня. В стенке втулки вьшолнен сквозной трапециевидный паз по винтовой линии с углом 3 подъема, большим угла трения, но меньшим 90, и зазором между стенками паза, увеличивающимся в сторону наконечника, ми1)2
нимальным ,0050 А максимальD2
ным ,0235 ij, где D - наружный
диаметр втулки, мм; d - диаметр стержня, мм.
с/ , J, рав
о.
а при угле более 15 -пластическая
При величине угла /з подъема винто- 40 деформация втулки и втулка теряет
свои исходные размеры.
Конический участок втулки с минимальным диаметром, равным диаметру стержня, и .длиной в пределах 0,7- 45 длины втулки выбирается из условия удержания втулки силой трения на стержне в начальный момент введения заготовки в протяжное кольцо.
При длине более 0,9 длины втулки силы контактного трения на стержне
вой линии менее угла трения (1-6°) скользящая втулка автоматически не настраивается при смене кольца из-за самостопорения при упругой деформации втулки. При угле подъёма винтовой линии, равном 90°, в процессе протяжки деформируемый металл заготовки затекает в зазор между стенками паза втулки и образовывает дефект на внутренней поверхности труб (лампасы), так как зазор между стенками в этом случае выполнен параллельно образующей втулки. При угле подъема винтовой, линии, большим угла трения, но меньшим 90°, на внутренней поверхности труб не остается следов от затекания металла, так как траектория тече ния металла расположена -под углом к винтовой линии паза.
50
недостаточны для удержания втулки. При длине менее 0,7 длины втулки она не удерживается в очаге деформации в стационарной стадии протяжки (пос- 55, ле прохождения дна заготовки через кольцо). Под влиянием нормальных напряжений на контактной наружной по- верхности втулки, соприкасающейся с трубой, и недостаточных силах трения
Величину зазора между стенками паза выбирает из условий сохранения упругой деформации втулки, причем минимальную величину зазора t выбиD2рают ,0050 --Т, а максимальную
величину зазора - равной t 0,0235 D2
ni:
zr-j, изменение зазора от t до t
происходит по линейной зависимости и развертка паза представляет собой .трапецию, большее основание которой направлено в сторону наконечника.
.-.D2
При зазоре менее 0,0050 --- диапазон
и-d
регулирования становится слишком узким для удержания втулки в очаге деформации, при зазоре более 0,0235
D2
--- имеет -место пластическая дефор- D-d
5
мация стенки втулки, а при последующих протяжках втулка не удерживается на стержне при ее введении в полость заготовки.
Угол d конусности конической по- , верхности выбирают в пределах 1.- 15°, учитывая условия сохранения упругой 0 деформации втулки и оптимальных уг- лoв протяжных колец, так как для правильного течения процесса протяжки необходим УГ.ОЛ протяжного кольца больше угла конусности наружной поверхности втулки по крайней мере на 1°. При угле d менее 1° происходит увлечение втулки на стержне в протяжное кольцо и обрыв стенки заготовки,
о.
5
а при угле более 15 -пластическая
При длине более 0,9 длины втулки силы контактного трения на стержне
50
недостаточны для удержания втулки. При длине менее 0,7 длины втулки она не удерживается в очаге деформации в стационарной стадии протяжки (пос- 55, ле прохождения дна заготовки через кольцо). Под влиянием нормальных напряжений на контактной наружной по- верхности втулки, соприкасающейся с трубой, и недостаточных силах трения
конической поверхности втулки со стержнем она смещается в сторону, противоположную направлению протягивания, до момента исчезновения контакта с трубой. В этом случае процесс наружной поверхности, что позволяет
протяжки нарушается.
Оправка работает следующим образом.
На оправку надевают заготовку и вводят в кольцо. В начальный момент введения в кольцо наконечник стержня упирается в дно заготовки, а втулка находится в крайнем левом положении у наконечника с зазором между стенкамипаза. В процессе протяжки (фиг.З) f5 . зовать при холодной деформации для
стержень передает усилие пресса через наконечник на дно заготовки, увлекая ее в кольцо. При прохождении дна заготовки через кольцо втулка не отходит от торца наконечника, удерживаясь первоначально на стержне силой трения цилиндрической части посадочной поверхности, поскольку втулПосадочную поверхность втулки наплавляют плакирующим слоем металла с коэффициентом термического расширения, превьшающим в 1,1-1,7 раза
ка надевается на стержень с натягом.
При прохождении втулки через очаг де-25 коэффициент термического расширения формации зазор между стенками умень- основного металла втулки. В этом слушается за счет радиального давления металла, втулка скручивается вокруг своей продольной- оси, уменьшаясь в диаметре со стороны внутреннего ко- 30 нуса. Одновременно уменьшается угол
чае после каждого протягивания втулка несколько охлаждается, внутренний слой сжимается на большую величину, чем наружньй, что приводит к плотно- му охвату стержня втулкой. В качестве плакирующего металла можно использовать аустенитные стали типа 08Х18Н10Т, а в качестве основного
конусности, который может при большой величине обжатия уменьшаться до 0. При этом площадь охвата втулкой уве- .
личивается, что способствует затяги- 35 металла - низколегированные стали
ванию втулки стержнем в очаг деформации. Одновременно с уменьшением конуса втулки ее противоположньм торец за счет упругой деформации увеличивается в диаметре, а наружная поверх- ность втулки становится конической с конусом, сужаюш 1мся в сторону наконечника. Образованию конуса на наружной поверхности способствует разница в длинах плеч рычага, короткое плечо составляет 0,1 - 0,3 длины втулки, а длинное плечо О, 7 - 0,9 длины втулки При образовании конуса на поверхности втулки возникают нормальные силы от давления деформируемого металла, которые выталкивают оправку из деформационной зоны.. Таким обра- ,зом, втулка находится под-действием двух групп сил: трения по стержню и нормальных сил по наружной поверхности. Соотношение этих сил позволяет удерживать втулку в очаге деформации. При протяжке через последующие кольца
13608414
очаг деформации изменяется и втулка автоматически перенастраивается, приобретая другой угол конусной осадочной поверхности и другую конусность
ей удерживаться в очаге деформации. Это подностью исключает необходимость замены втулок при последующих протяжках через кольца. Посл.е протяжки у поковки удаляют в отход дно и бахрому на противоположном торце, а полученную трубу используют по назначению.
Предлагаемую оправку можно испольвытяжки гильз с утонением стенки.
С целью повышения стойкости скользящей втулки ее рекомендуется изготавливать из жаропрочных металлов и сплавов.
Посадочную поверхность втулки наплавляют плакирующим слоем металла с коэффициентом термического расширения, превьшающим в 1,1-1,7 раза
коэффициент термического расширения основного металла втулки. В этом случае после каждого протягивания втулка несколько охлаждается, внутренний слой сжимается на большую величину, чем наружньй, что приводит к плотно- му охвату стержня втулкой. В качестве плакирующего металла можно использовать аустенитные стали типа 08Х18Н10Т, а в качестве основного
5
0
0
5
типа 5ХНМ.
Использование предлагаемой оправки позволяет расширить технологические возможности за счет использования одной оправки при протяжке через
несколько колец и тем самым значительно сократить пары скользящих втулок и их смену после каждого кольца.
Формула изобретения
Длинная оправка для волочения труб, содержащая стержень с наконечником и размещенную на стержне скользящую втулку, отличающаяся тем, что, с целью расширения технологических возможностей, посадочная поверхность втулки на длине, составляющей 0,7-0,9 длины втулки, выполнена конической с расширением в сторону наконечника с углом конусности, равным 1-15°,,и минимальным диаметром, равным диаметру стержня, а в стенке втулки вьшолнен сквозной трапециевидный паз по винтовой линии с углом подъема, большим угла трения, но меньшим 90° и зазором между стенками паза с увеличением в сторону наконечника минимальньм, равным 0,0050 ----,
D-d
Г)2
и максимальным, равным 0,0235 rTij,
где D - наружный диаметр втулки; d - диаметр стержня.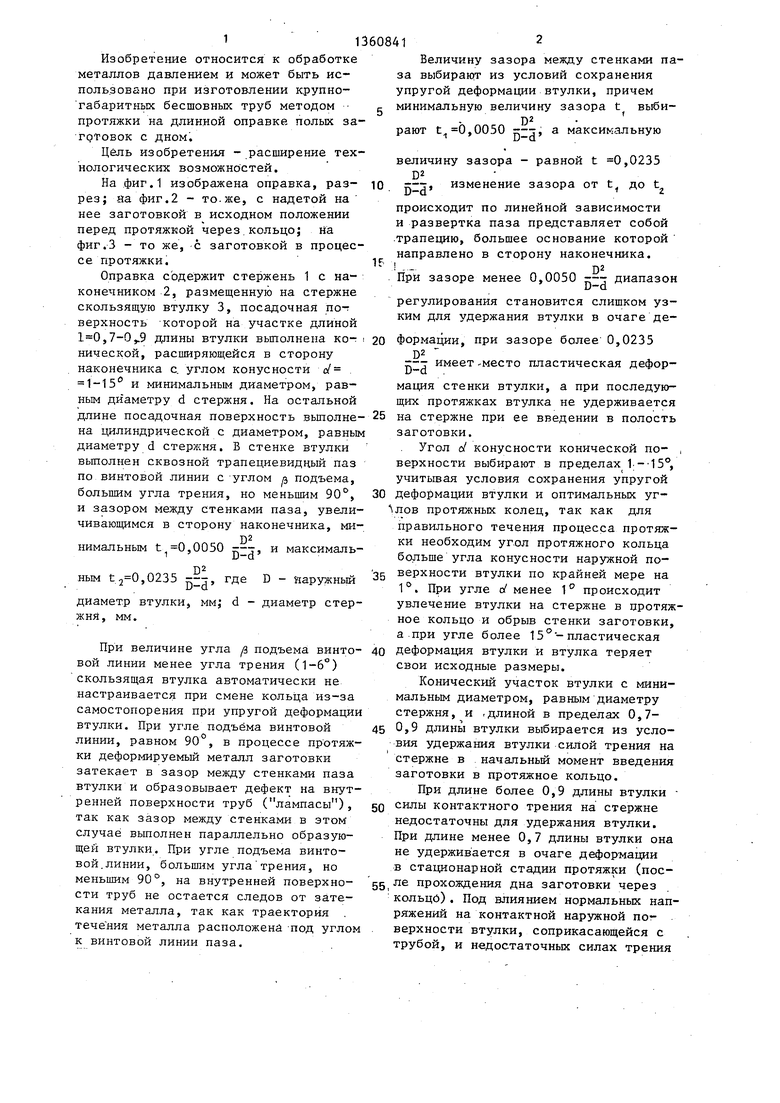
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ ковки полых поковок и устройство для его осуществления | 1989 |
|
SU1625574A1 |
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Способ изготовления полых изделий,преимущественно биметаллических | 1985 |
|
SU1258657A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных бесшовных труб методом протяжки на длинной оправке полых заготовок с дном. Пель изобретения - распшрение технологических возможностей. Длинная оправка для волочения труб содержит стержень 1 с наконечником 2 и размещенную на стержне втулку 3. Посадочная поверхность втулки на длине, составляющей 0,7-0,9 длины втулки, выполнена конической, расширяющейся в сторону наконечника с углом конусности равным 1-15°, и минимальным диаметром, равным диаметру стержня. В стенке втулки выполнен сквозной трапециевидный паз по винтовой линии с углом подъема, большим угла трения, но меньшим 90°. Зазор между стенками паза увеличивается в сторону наконечника и минимальная величина его равна 0,0050 , а максимальная - 0,0235 , где D - наружный диаметр втулки, мм; d - диаметр стержня, мм. 3 ил. i (Л со а ас 
////////7/7/////.
Фиг.1
Редактор И.Шулла
Составитель Н.Умягина
Техред М.Ходанич Корректор С.Черни
Заказ 6178/13 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по.делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Длинная оправка для волочения | 1972 |
|
SU438468A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
