1
Изобретение относится к области переработки пластических масс в изделия, а также может быть использовано при производстве отливок из металлов.
Известна форма для изготовления изделий и.ч пластических масс, содержащая подвижиую плиту с пуансоном и связанную с плитой тягами подпружиненную обойму, полуматрицы, взаимодействующие с обоймой, основание, жестко связанное с неподвижной опорной плитой, и размещепную между ними нлиту выталкивателей 1.
Недостаток известной формы - ненадежная работа устройства.
С целью повышения надежности в работе предлагаемая форма снабжена шарнирно закрепленными на основании двуплечими рычагами, каждый из которых жестко связан одним плечом с полуматрицами, а другим - через шарнир с плитой выталкивателей.
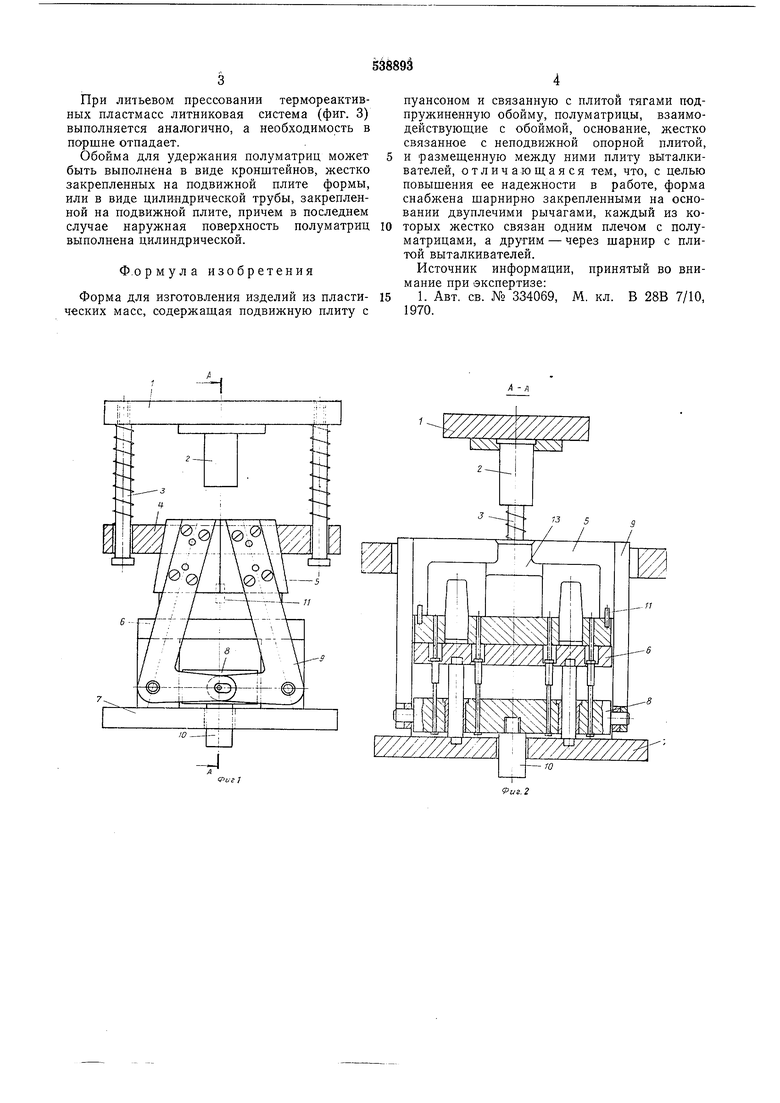
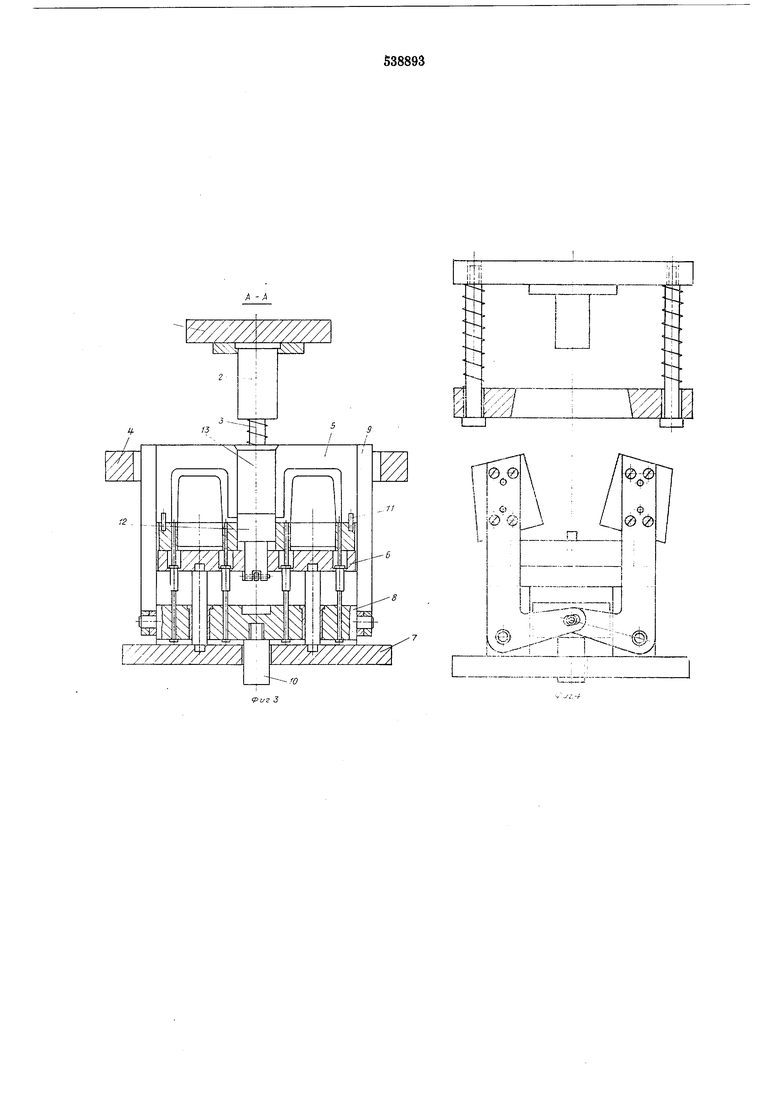
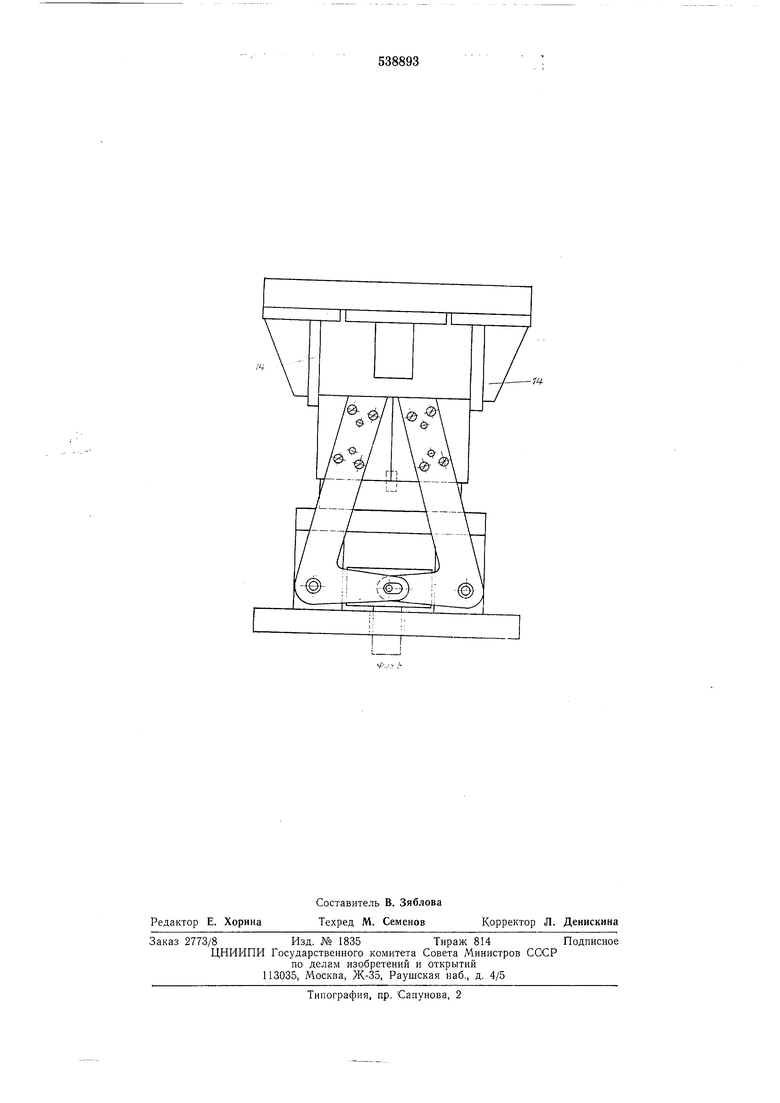
На фиг. 1 показана форма с поднятой подвижной нлитой, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вариант исполнения формы литьевого прессования для изготовления тонкостенных металлических деталей; на фиг. 4 - форма в разомкнутом состоянии; на фиг. 5 - форма с измененной конструкцией обоймы.
Форма содержит подвижную плиту 1 с пуансоном 2 и связанную с ней тягами 3 подпружиненную обойму 4, полу.матрицы 5, основание 6, неподвижную опорную плиту 7, плиту выталкивателей 8 с выталкивателями, размеш,енную между основанием и онорной плитой,
двуплечие рычаги 9, шарнирно закрепленные на основании, центральный толкатель 10, шпонки 11 и подпружиненный поршень 12, размещенный в камере 13, кронштейны 14, жестко закрепленные на подвижной плите.
После окончання прессования пуансон с обоймой отводится в верхнее ноложение. При включении нижнего ползуна пресса, на который устанавливается форма, плит выталкивателей, поднимаясь вверх, поворачивает рычаги и раздвигает полуматрицы, а затем выталкиватели выталкивают изделие из формующего гнезда. С увеличением угла поворота рычагов увеличивается расстояние между полуматрицами.
При смыкании формы плита выталкивателей перемещается в обратном направлении, полуматрицы сближаются до упора в фиксирующие шпонки, а плита с обоймой и пуансоном опускается.
При изготовлении изделий из металлов в камере 13 размещают подпружиненный поршень 12. При входе пуансона в камеру порщень отжимается вниз, и через литниковые каналы происходит заполнение формообразующих полостей.
При литьевом прессовании термореактивных пластмасс литниковая система (фиг. 3) выполняется аналогично, а необходимость в поршне отпадает.
Обойма для удержания полуматриц может быть выполнена в виде кронштейнов, жестко закрепленных на подвижной плите формы, или в виде цилиндрической трубы, закрепленной на подвижной плите, причем в последнем случае наружная поверхность полуматриц выполнена цилиндрической.
Ф.ормула изобретения
Форма для изготовления изделий из пластических масс, содержашая подвижную плиту с
пуансоном и связанную с плитой тягами подпружиненную обойму, полуматрицы, взаимодействующие с обоймой, основание, жестк о связанное с неподвижной опорной плитой,
и размещенную между ними плиту выталкивателей, отличающаяся тем, что, с целью повышения ее надежности в работе, форма снабжена шарнирно закрепленными на основании двуплечими рычагами, каждый из которых жестко связан одним плечом с полуматрицами, а другим - через шарнир с плитой выталкивателей.
Источник информации, принятый во внимание при экспертизе:
1. Авт. св. № 334069, М. кл. В 28В 7/10, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления полимерных изделий | 1977 |
|
SU727471A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1990 |
|
SU1766696A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1063612A1 |
А -л
А -А
ЦТ
:t
ZZJ
т
Р
/1
и
