I
Изобретение относится к переработке термопластичных материалов, в частности к литьевым формам для литья пластмассовых деталей с арматурой.
Известна -литьевая форма с несколькими плоскостями разъема, содержащая плиты крепления, оформляющие детали с горизонтальной осью разт-ема и выталкивающую систему 11 .
Недостатком такой формы является ограниченность применения, в частности при использовании такой формы для деталей,армированных крупной плоской арматурой (типа полотна шпатели) , размеры формы не позволят использовать гнездность оптимальную для данного объема впрыска машины.
Наиболее близкой к предлагаемой по технической сущности является литьевая форма для изготовления из пластмасс изделий, содержащая неподвижную литниковую плиту и подвижные обойму пуансонов с укрепленными
В ней пуансонами, обойму матриц с установленными на осях с возможностью вращения полуматрицами, разъемными в плоскости, перпендикулярной плоскости разъема формы, копирные планки для раздвижения полуматриц и плиты выталкивающей системы с вытал- . кивателями изделий t21.
В известной форме полуматрицы связаны между собой и обоймой пружинами, что снижает надежность работы формы и затрудняет установку арматуры при изготовлении изделий с арматурой.
Цель изобретения - повышение надежности работы при изготовлении изделий с арматурой и повышение производительности.
Цель достигается тем, что в литьевой форме, содержащей неподвижную литниковую плиту и подвижные обойму пуансонов с укрепленными в ней пуансонами, обойму матриц с установленными на осях с возможностью вращения полуматрицами, разъемными в плоское39
ти, перпендикулярной плоскости разъема формы, копирные планки для раздвижения полуматриц и плиты выталкивающей системы с выталкивателями изделий, смежные полуматриць) сосед-i них гнезд установлены на одной оси с зазором, а в обойме пуансонов установлены клинья, расположенные между смежными полуматрицами, при этом копирные планки закреплены на плитах выталкивающей системы.
Причем форма снабжена установленной в обойме матриц с возможностью возвратно-поступательного перемещения рамкой с ячейками под арматуру по числу гнезд формы.
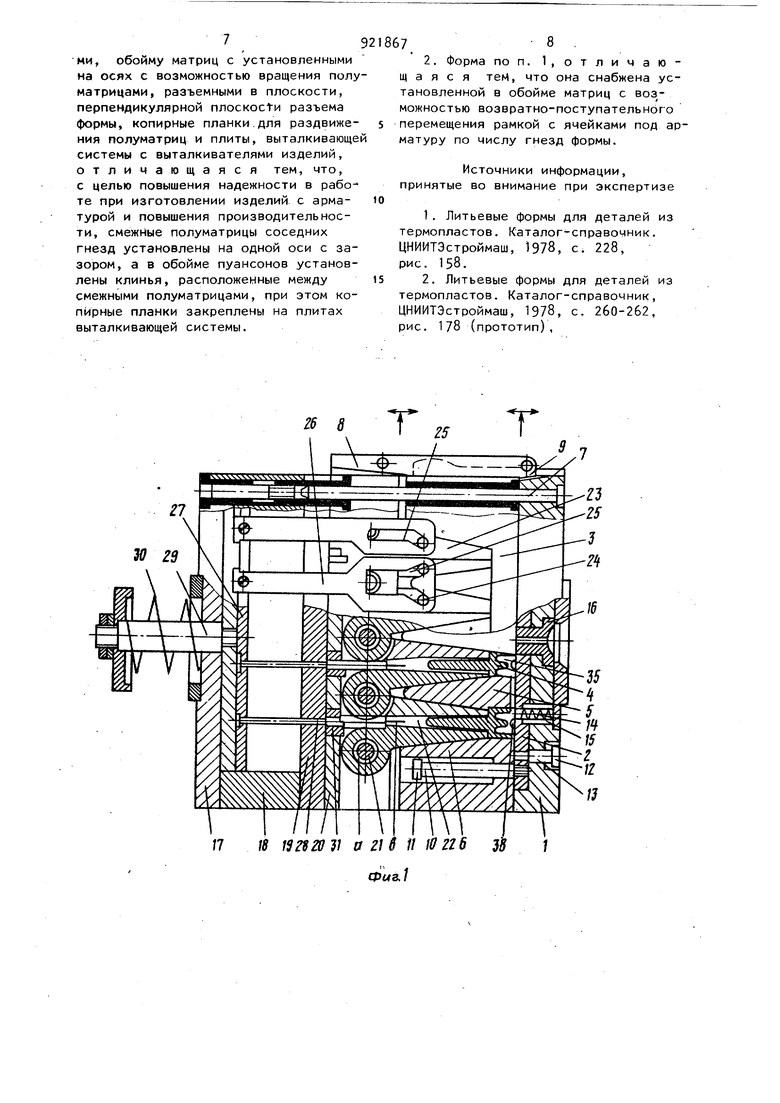
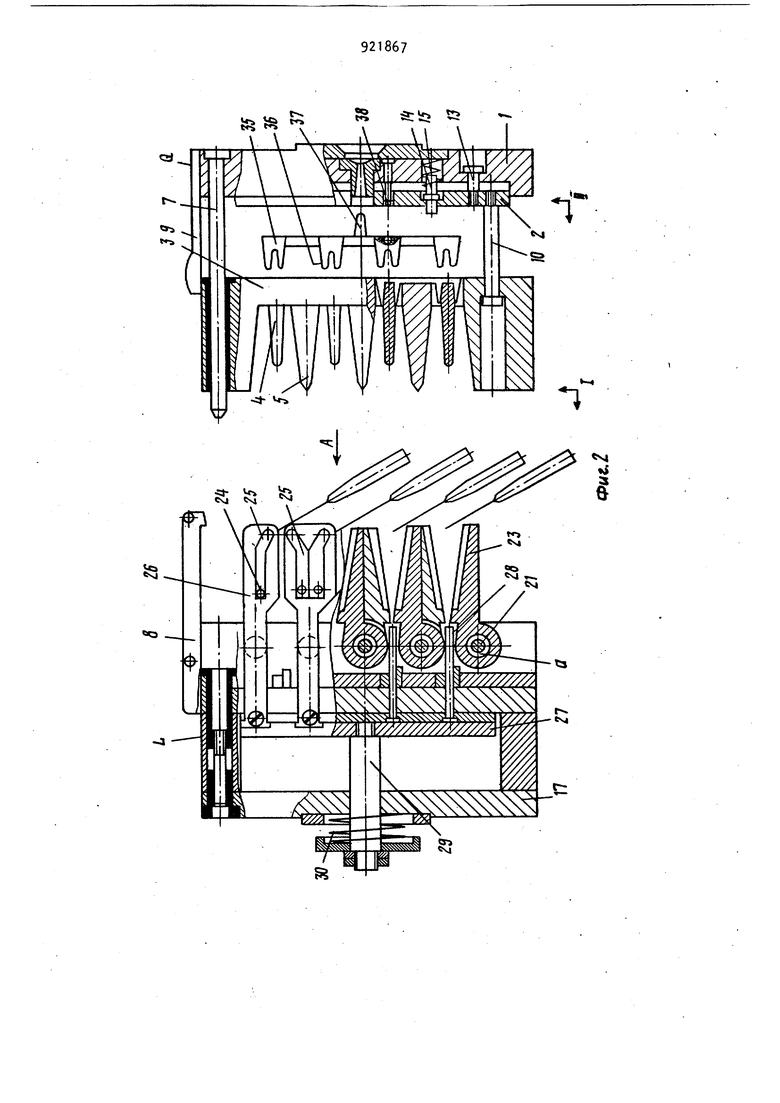
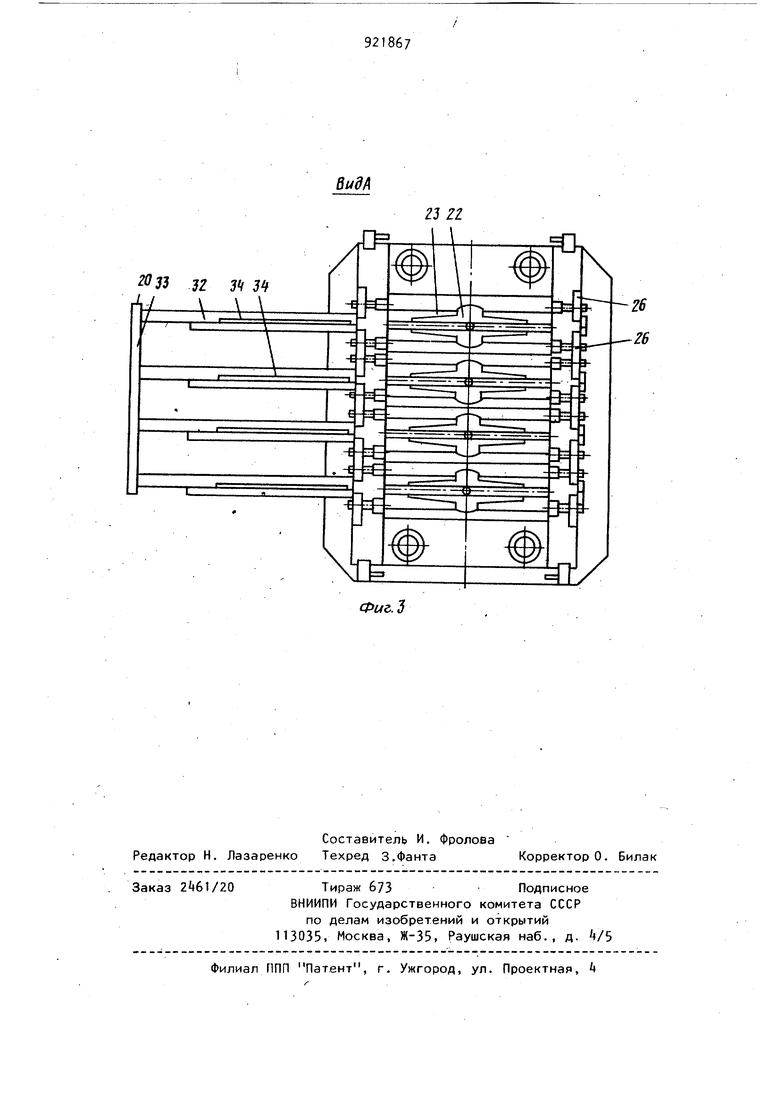
На фиг. 1 дан общий вид литьевой формы в сомкнутом состоянии с частичным продольным разрезом; на фиг.2то же, в разомкнутом состоянии с частичным продольным разрезом; на фиг.3 вид А на фиг. 2 (рамка с ячейками выдвинута под арматуру).
Предлагаемая форма предназначена для литья шпателя и выполнена четырехгнездной.„
Форма состоит из неподвижной Q и подвижной L частей, ё неподвижную часть формы входят литниковая плита
1крепления, планка 2 съема литниковой системы, ограниченно подвижная относительно литниковой плиты, обойма 3 пуансонов с закрепленными в ней пуансонами и клиньями 5 и 6, так же ограниченно подвижная относительно литниковой плиты крепления.
Перемещение обоймы 3 пуансонов происходит по колонкам 7 с помощью рычагов 8, закрепленных с возможностью качательного движения в подвижной части формы, которые выводятся из зацепления с обоймой 3 пуансонов в заданный момент копирами 9Через обойму 3 пуансонов проходят ограничительные колонки 10, которые с одной стороны жестко соединены с планкой 2, а с другой - имеют выступ 11, которым взаимодействуют с обоймой 3 пуансонов, благодаря чему обойма 3 пуансонов может переместить планку 2 на расстояние, определяемое продольным зазором между головкой 12 ограничительного винта 13 и литниковой плитой 1. Между планкой
2и литниковой плитой J размещены сбрасыватели Н литников с пружинами 1 5
7. 4
В литниковой плите установлена литниковая втулка 16.
В подвижной L части формы имеется плита крепления 17, в которой через опорные брусья 18 и подкладную плиту 19 закреплена обойма 20 матриц. В обойме 20 матриц горизонтально, одна над другой, расположены оси 21 (в данном случае 5), на одну больше числа гнезд 22. На верхней и нижней осях 21 размещено по одной полуматрице 23, а на промежуточных осях
21- по две смежные полуматрицы 23 соседних гнезд 22. Полуматрицы 23
имеют возможность качательного движения (углового перемещения) на осях 21 и вертикального перемещения параллельно оси гнезда 22 за счет зазора о.. Положение полуматрицы 23 определяется взаимодействием жестко соединенных с полуматрицами 23 пальцев 2 с пазами 25 копирных планок 26, а также клиньями 5 и 6. Копирные планки 2б с одним пазом 25 управляют.верхней
и нижней крайними полуматрицами 23, а копирные планки 26, имеющие сдвоенный паз 25 управляют сразу двумя смежными полуматрицами 23, принадлежащими соседним гнездам 22. Копирные планки 2б связаны с плитой 27 выталкивающей системы. В плите 27 выталкивающей системы установлены, выталкиватели 28 изделий. Положение плит выталкивающей системы определяется упором машины, воздействующим на нее через хвостовик 29 и пружиной 30, обеспечивающей выталкивающей системе возврат в исходное положение.
В обойме 20 матриц, по числу гнезд 22, имеются пазы 31, располагающиеся по оси гнезд 22. В пазах 31 с возможностью возвратно-поступательного перемещения размещены поддоны 32, которые с одной из боковых сторон (со стороны оператора) соединены вертикальной планкой 33 объединяющей все поддоны 32 в единую подвижную рамку. В каждом поддоне 32
имеется ячейка З для установки арматуры &. Число поддонов 32 С ячейками 3 в раме равно числу гнезд 22 формы.
Литниковая система 35 (фиг. 2)
предусматривает по два точечных впускных литника 36 в каждое гнездо
22и имеет центральный литник 37. Для обеспечения заданной очередноети извлечения литниковой системы 35 имеются держатели литников 38,
Форма работает следующим образом.
Полуматрицы 23, установленные в форме с их разъемом в плоскости, перпендикулярной плоскости разъема формы на осях 21 с зазором, в сомкнутом состоянии формы образуют горизонтальные гнезда 22, По всему периметру гнезд 22 полуматрицы 23 равномерно сомкнуты, так как при смыкании клинья 5 и 6, установленные в обойме 3 пуансонов, перемещают смежные полуматрицы, расположенные на одной оси 21 навстречу друг другу, поскольку это позволяют зазоры а.
После заливки пластмассы в гнез.да 22 и соответствующей выдержки начинается раскрытие формы, которое происходит в несколько этапов (фиг. 2).Сначала,разъем идет по линии 1, так как рычаги 8 препятствуют раскрытию по линии II. На этом этапе отрываются точечные литники 36 (по два на каждом гнезде) и, когда ограничительные колонки 10 выступом 11 придут во взаимодействие с обоймой 3 пуансонов, начинает перемещаться планка 2, которая вытягивает центральный литник 37 и снимает литниковую систему 35 с держателей литников 38. В этот момент пружина 15 перемещает сбрасыватель k, который сбрасывает литниковую систему 35 в пространство между обоймой 3 пуансонов и планкой 2. Когда винт 13 головкой 12 упрется в литниковую плиту 1, копир 9 выводитрычаги 8 из зацепления с обоймой 3 пуансонов и начинается второй этап разъема по линии II.
В начальный .период разъема по лиНИИ II из гнезд 22 извлекаются пуансоны , а клинья 5 и 6 освобождают полуматрицы 23. В конечной стадии этого этапа разъема упор машины воздействует на хвостовик 29, благодаря чему перемещается плита 27выталкивающей системы с копирными планками 26 и выталкивателями 28 изделий.
При перемещении вперед копирных планок 26 пальцы 2k полуматриц 23 скользят по пазам 25 и полуматрицы 23 ра,скрываются, совершая качательное движение на осях 21. При дальнейшем движении выталкивающей системы выталкиватели 28 удаляют изделия из формы. В режиме подскока форма отходит от упора машины и сжатая пружина 30 возвращает выталкивающую систему в положение, близкое к исходному, при котором между смежнь1ми полуматрицами 23 остается щель, достаточная
для введения арматуры.
В этом положении формы оператор вытягивает рамку с поддонами 32, которые перемещаются по пазам 31 обоймы 20 матрицы 23, и ячейки З оказываются вне рабочего пространства формы. В полной безопасности оператор закладывает в ячейки З арматуру, причем последняя несколько выступает за пределы ячеек. Затем одним движением руки оператор пе1с)емещает рамку с арматурой в исходное положение, т.е. в. рабочее пространство формы. Выступающие за пределы ячеек 3 края арматуры проходят в пространство
гнезд 22 через боковые щели между полуматрицами 23.
После установки арматуры подается команда на дальнейшее смыкание формы. При этом клинья 5 и 6 входят в про-.
странство между полуматрицами 23 соседних гнезд 22, перемещают полуматрицы 23 в вертикальном направлении, т.е. параллельно оси гнезда 22 и запирают последние. Крайние полуматрицы 23 перемещаются и запираются клиньями 6.
Одновременно пуансоны k занимают свои места в гнёздах 22, а рычаги 8 входят в зацепление с обоймой 8
пуансонов. Смыкание закончено и форма готова к новому впрыску.
Использование данной многогнездной литьевой формы с раздвижными пО луматрицами позволяет повысить коэффициент использования термопластавтоматов, повысить производительность литья и надежность работы формы, и обеспечивает безопасность работы с ней.
i
Экономический эффект по перечисленным преимуществам, учитывая, что только одного типа шпателей производится до Змлн. шт. в год, составит около 100 тыс. руб.
Формула изобретения
1. Литьевая многогнездная форма для изготовления пластмассовых изделий , содержащая неподвижную литниковую плиту и подвижные обойму пуансонов с укрепленными в ней пуансона7ми, обойму матриц с установленными на осях с возможностью вращения полу матрицами, разъемными в плоскости, перпендикулярной плоскости разъема формы, копирные планки.для раздвижения полуматриц и плиты, выталкивающе системы с выталкивателями изделий, отличающаяся тем, что, с целью повышения надежности в рабо- те при изготовлении изделий с арматурой и повышения производительности, смежные полуматрицы соседних гнезд установлены на одной оси с зазором, а в обойме пуансонов установлены клинья, расположенные между смежными полуматрицами, при этом копирные планки закреплены на плитах выталкивающей системы. 7 2. Форма по п. 1, отличающая с я тем, что она снабжена установленной в обойме матриц с возможностью возвратно-поступательного перемещения рамкой с ячейками под арматуру по числу гнезд формы. Источники информации, принятые во внимание при экспертизе 1.Литьевые формы для деталей из термопластов. Каталог-справочник. ЦНИИТЭстроймаш, 1978, с. 228, рис. 158. 2.Литьевые формы для деталей из термопластов. Каталог-справочник, ЦНИИТЭстроймаш, 1978, с. 2бО-2б2, рис. 178 (прототип),

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1063612A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1186516A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
гь 8 /7 tf / а 21 S
fe
VЛ
S ir C «VI«si
33 и 34 3t
ч JL
