(5) ЛИТЬЕВАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
Изобретение относится к переработке пластмасс, в частности клитьевым формам для изготовления из термопластов изделий с поднутрениями.
Известна литьевая форма, содержащая неподвижную литниковую плиту с наклонными колонками, подвижную опор ную плиту, взаимодействующие с каклонными колонками раздвижные полуматрицы, плиту выталкивателей и поворотный кулачок, выполненный в виде двуплечего рычага, короткое плечо которого взаимодействует с наклонной колонкой, а длинное - с плитой выталкивателей , что обеспечивает ее возврат в исходное положение до окончания смыкания полуматриц О.
Однако такая конструкция формы достаточно сложна, так как требует обеспечения высокой точности изготовления поворотных кулачков, устанавливаемых с двух сторон формы для предотвращения перекоса плиты выталкивателей при ее возврате в исходное положение.Кроме этого, при выталкивании изделий и литников из формы возможно их залипание на выталкивателях, что нарушает работу формы в автоматическом режиме. Применение подпружиненных выталкивателей, способствующих более надежному Удалению изделий за счёт сил инерции, в форме данной конструкции невозможно из-за того, что. подпружиtoненные выталкиватели будут защемляться полуматрицами при смыкании формы.
Наиболее близкой к предлагаемой является литьевая форма для изготов15ления изделий с поднутрением из полимерных материалов, содержащая неподвижную литниковую плиту, подвижную опорную плиту, размещенные на ней разъемные полуматрицы со скошенной
20 поверхностью со стороны основания, закрепленные в литниковой плите наклонные колонки, взаимодействующие с полуматрицами, плиты выталкивателей
9581124
с установленными в них выталкивателями и контртолкатели со скосами на торцах 2.
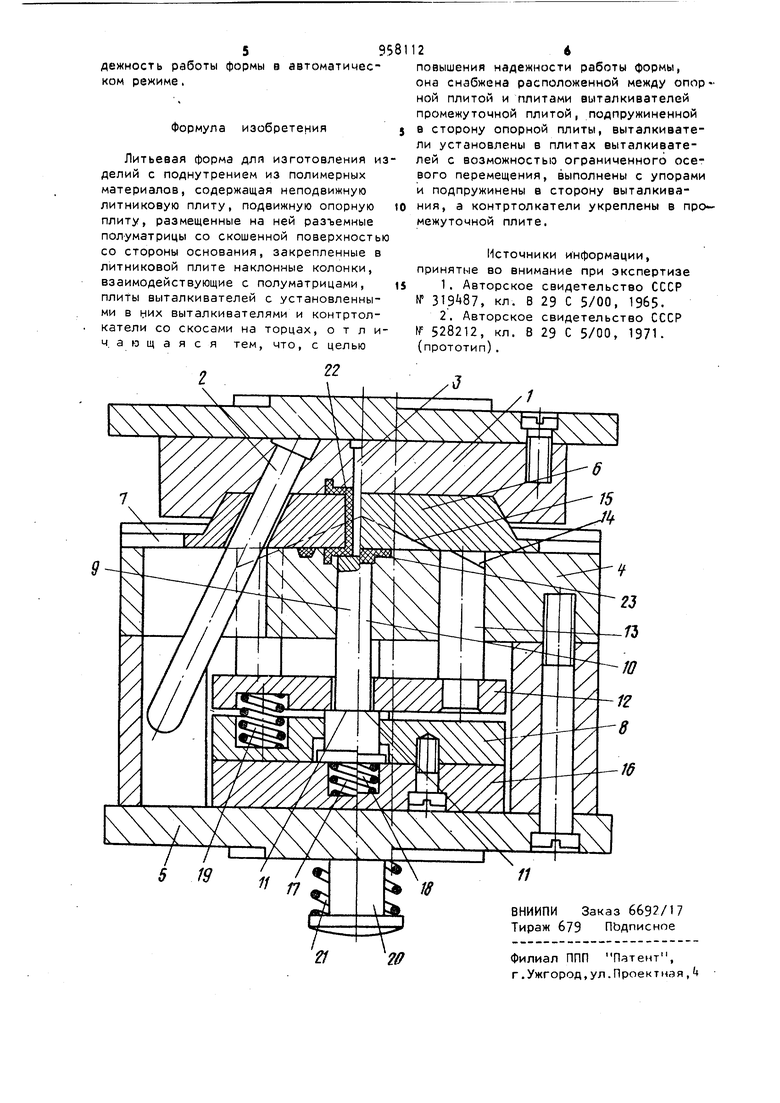
Такое выполнение формы по конструк ции проще и обеспечивает возврат пли- s зана с подкладной плитой 16, в коты выталкивателей в исходнсйг положение до окончания смыкания полуматриц. Однако и в этой форме невозможно применение подпружиненных выталкивателей из-за неизбежности их защемления полуматриц при смыкании формы, Цель изобретения - повышение надежности работы формы. Поставленная цель достигается тем что литьевая форма для изготовления изделий с поднутрением из полимерных материалов, содержащая неподвижную литниковую плиту, подвижную опорную плиту, размещенные на ней разъемные полуматрицы со скошенной поверхностью со стороны основания, закрепленные в литниковой плите наклонные колонки, взаимодействующие с полуматрицами, плиты выталкивателей с установленными в них выталкивателями и контртолкатели со скосами на торцах, снаб жена расположенной между опорной пли той и плитами выталкивателей проме- -жуточнои плитой, подпружиненной в сто рону опорной плиты, выталкиватели ус тановлены в плитах выталкивателей с возможностью ограниченного осевого перемещения, выполнены с упорами и подпружинены в сторону выталкивания, а контртолкатели укреплены в промежуточной плите. На чертеже изображена предлагаемая литьевая форма, продольный разрез . Литьевая форма содержит неподвижную литниковую плиту 1 с установленными в ней наклонными колонками 2 и пуансонами 3- На опорной плите 4, жестко связанной с подвижным основанием 5, установлены разъемные полуматрицы 6, перемещающиеся при взаимо действии с наклонными колонками 2 по направляющим 7. Между опорной плитой и подвижным основанием 5 размещена плита 8 выталкивателей с установленными в ней выталкивателями 9 изделий, а также выталкивателями 10 литников. На выступающие из плиты В выталкивателей упоры 11 выталкивателей 9 и 10 опирается промежуточная плита 12 с закрепленными в ней. контр толкателями 13, каждый из которых вы полнен со скосом 14 на торце, взаимо
действующим с соотаетствующей скошенной поверхностью 15 выполненной со стороны основания полуматрицы 6. Плита 8 выталкивателей жестко святорой под буртами выталкивателей 9 и 10 размещены пружины 17 и 18 сжатия. Между плитой 8 выталкивателей и промежуточной плитой 12 размещены пружины 19 сжатия, нижние Уорцы которых могут также упираться непосредственно в подвижное основание 5. С подкладндй плитой 16 жестко связан хвостовик 20, на который одета пружина 21 возврата плиты 8 выталкивателей. Форма работает следующим образом. После впрыска термопласта в формующую полость и необходимой выдержки производят разъем формы, в процессе которого подвижная часть формы отходит от неподвижной литниковой плиты 1. При этом полуматрицы 6, взаимодействуя с наклонными колонками 2 и перемещаясь по направляющим 7, раздвигаются, пуансоны 3 выходят из изделий 22, а промежуточная плита 12 вместе с контртолкателями 13 под действием пружин 19 отходит от упоров 11 вь1талкивателей 9 и 10 и , , „ ремещается к опорной плите ч. После соприкосновения хвостовика 20 с неподвижным упором литьевой машины плита 8 выталкивателей останавливается, подвижное основание 5 и опорная плита А с полуматрицами 6 продолжают свое движение. При этом из опорной плиты Ц извлекаются изделия 22 и литники 23, которые затем сбрасываются с выталкивателей 9 и 10 под действием пружин 17 и 18 в тару. При смыкании формы наклонные колонки 2 перемещают полуматрицы 6 в исходное положение. При этом скошенные поверхности 15 полуматриц 6 взаимодействуют со скосами И контртолкателей 13, в результате чего промежуточная плита 12 с контртолкателями и выталкиватели 9 и 10 возвращаются в исходное положение до смыкания полуматриц. Пружина 21 облегчает процесс возврата выталкивающей системы в исходное положение. Далее цикл повторяется. Данная конструкция литьевой формы позволяет более надежно удалять изделия и литники из формы, ис.ключает возможность защемления подпружиненных выталкивателей полуматрицами при смыкании и тем самым повышает на
