Изобретение относится к устройствам, для переработки пластмасс в изделия и может быть использовано при изготовлении изделий сложной конфигурации с внут ренней и наружной резьбой в многоместных формах. Известна литьевая форма, содержащая литниковую плиту, матрицу и разжимные сегменты с размещенным между ними разжимающим элементом, закрепленным на литниковой плите, промежуточную плиту, основание, жестко связанное с промежуточными плитами, и плиты выталкивателей l . Известная форма не обеспечивает изго товления в изделиях поднутрений с наружной и внутренней сторон. Наиболее близким техническим рещением является литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями, содержащая неподвижную литниковую плиту с разжимающим элементом БЕ 1Полненным с наклонными поверхностями, разжимные сегменты. Оформляющие внутреннее поднутрение, взаимодействующие наклонными поверхностями с наклонными поверхностями разжимающего элемента, матрицу, оформляющую наружное поднутрение и выталкивающую систему 21. Известные литьевые. формы позволяют изготавливать изделия с наружным и внутренним поднутрениями, но конструктивно сложны, имеют бйльщие габариты, .не позволяющие выполнить их многоместными, т.к. они содержат сжимаюший разжимные сегменты элемент, установленный на не- подвижной плите. Кроме того в известных литьевых формах изделия получаются недостаточно качественными иэ-за отсутствия регулировки сечений впускных каналов подведенных к формующим зонам изделия. Особенно трудно добиться качественных отливок в многоместных формах, где много подвод5пцих каналов и площади впускных сечений их нендентичны, поэтому все изделия получаются разные.
Цель изобретения - тпрои ение констру яии при увеличении гнездности.
Поставленная цель достигается тем, что форма снабжена закрепленными з раз к:гмных сег-ментах подпружиненными TS гами, устаповлеиными в отверстиях разжимающего элемента параллельно его намонным поверхностям, сна(жена размещенным в разжимающем элементе дв тшечим рычагом, короткое пле-« чо которого образует с матрицей Впускной канал, . и расположенным в неподвижной плите упругим элсзментоМв взаимо-действующим с длинКл{М плечом рычага, для улучшения качества изделийо
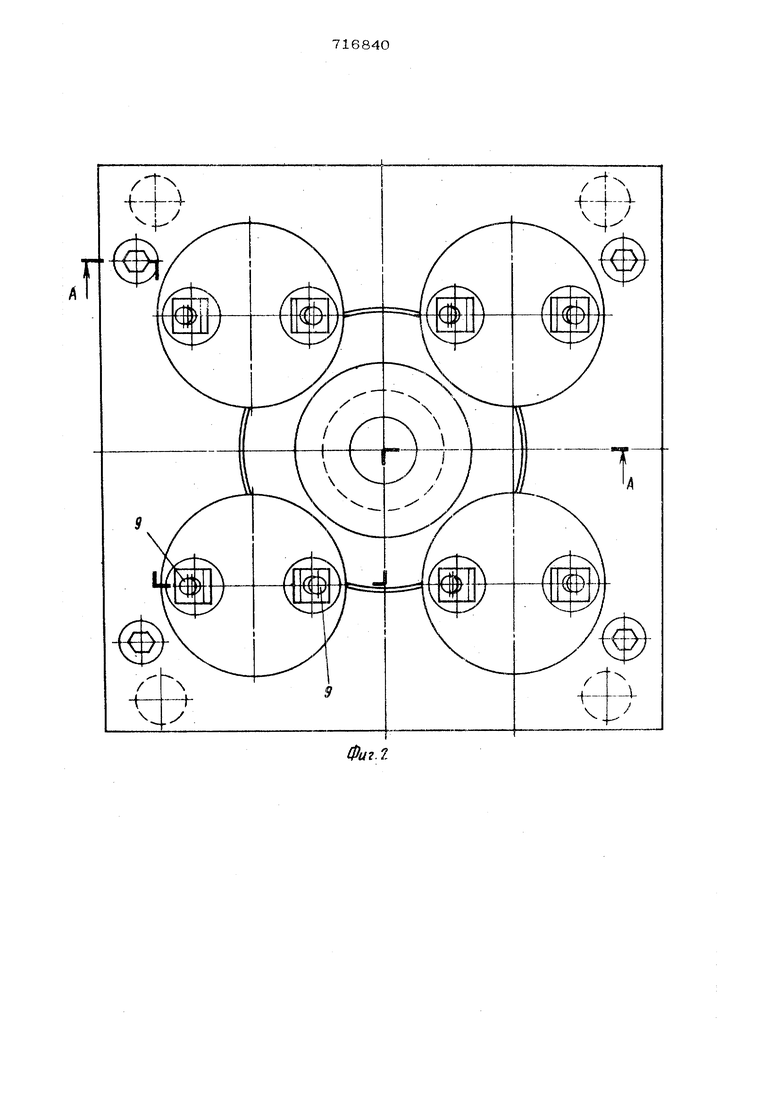
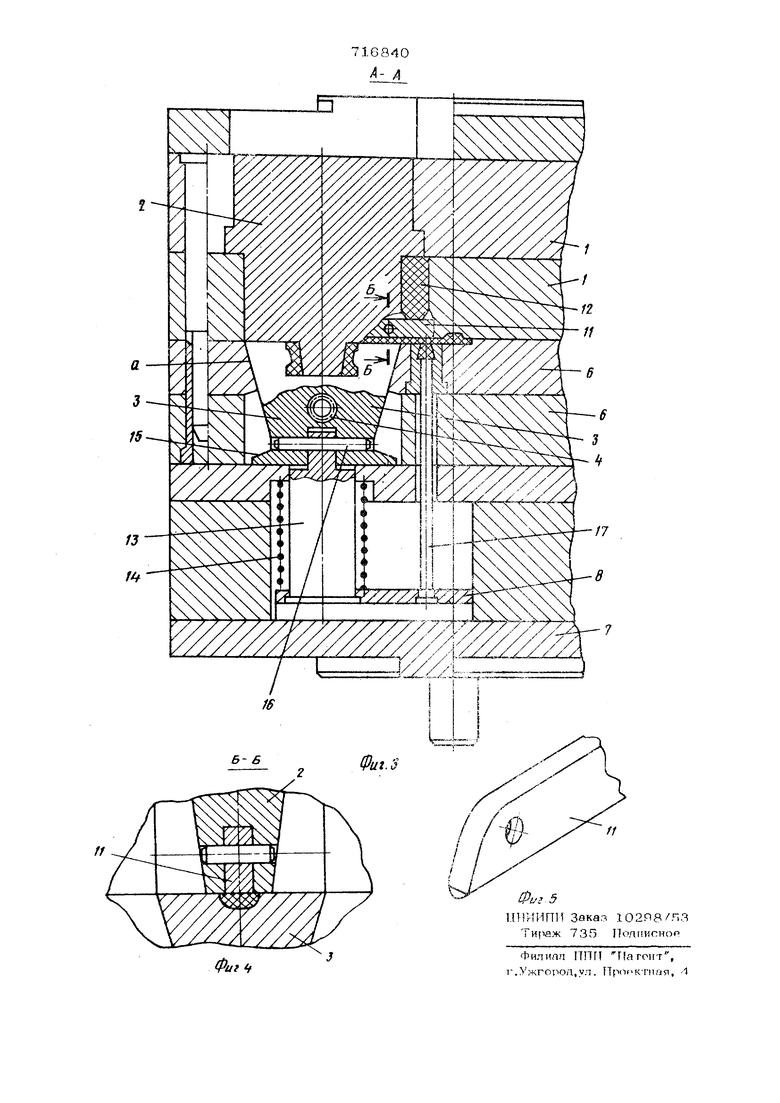
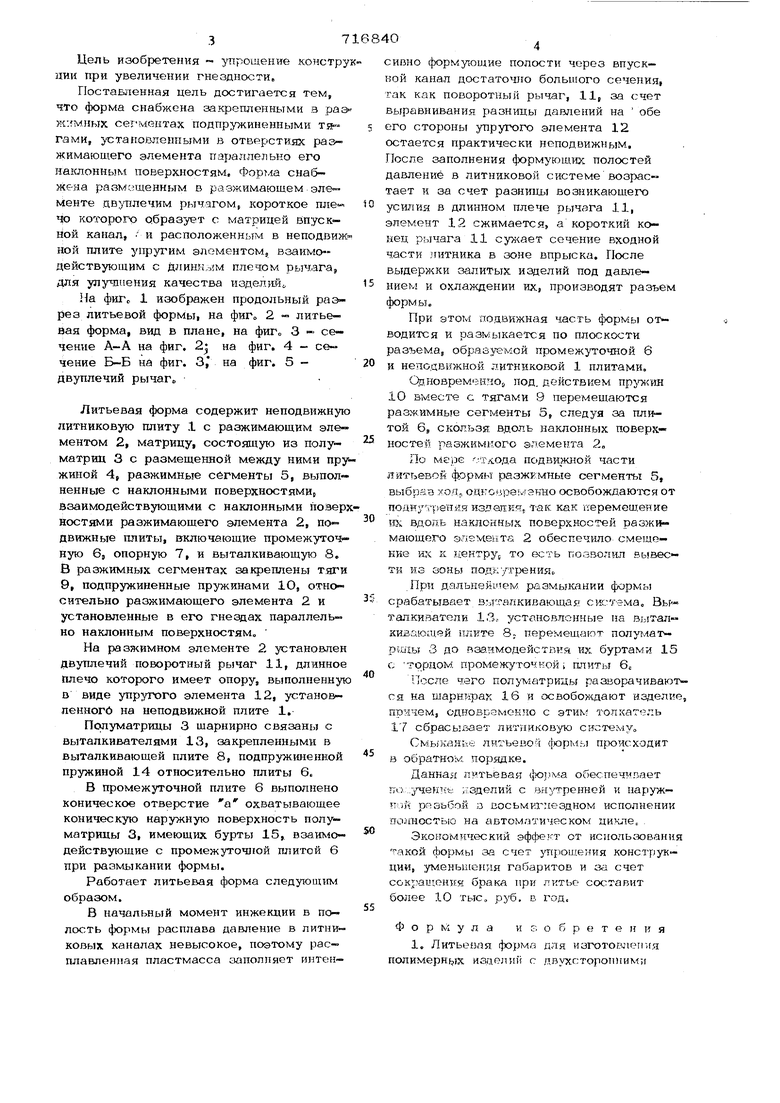
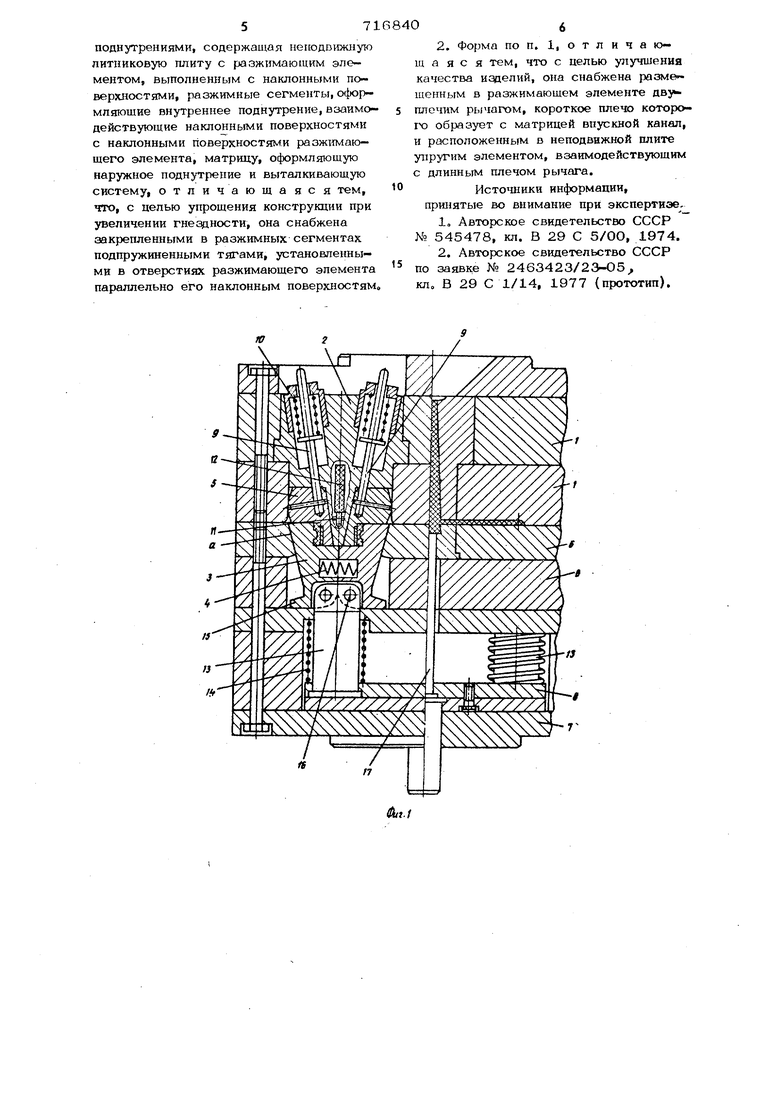
На фихс 1 изображен продольный разрез литьевой формы, на фиго 2 - литьевая форма, вид в плане, на фиг 3 - сечение А-А на фиг. 2- на фиг, 4 - сечение Б-Б на фиг. 3, на фиг. 5 двуплечий рычаг
Литьевая форма содержит неподвижную литниковую плиту 1 с разжимающим элементом 2, матрицу, состоящую из полуматриц 3 с размещенной между ними пружиной 4, разжимные сегменты 5, выполненные с наклонными поверхностями взаимодействующими с наклонными поверностями разжимающего элемента 2, подвижные плиты, включающие промежуточную 6, опорную 7, и выталкивающую 8. В разжимных сегментах закреплены т.яги 9, подпружиненные пружинами Ю, относительно разжимающего элемента 2 и установленные в его гнеецах параллельно наклонным поверхностям.
На разжимном элементе 2 устаноапен двуплечий поворотный рычаг 11, длинное плечо которого имеет опору, выполненную в виде упругого элемента 12, устано В- ленногб на неподвижной плите 1.
Прлуматриды 3 шарнирно связаны с выталкивателями 13, закрепленными в Выталкивающей плите 8, подпружиненной пружиной 14 относительно плиты 6.
В промежуточной плите 6 выполнено коническое отверстие а охватывающее коническую наружную поверхность полуматрицы 3, имеющих бурты 15, вза шч одействующие с промежуточной плитой 6 при размыкании формы.
Работает литьевая форма следующим образом.
В начальный момент инжекдии в полость формы расплава давление в литниковых каналах невысокое, поэтому расплавленная пластмасса заполняет интенсивно формующие полости через впуск- вой канал достаточно большого сечения, гак как поворотный рычаг, 11, за счет выравнивания разницы давлений на обе его стороны упругого элемента 12 остается практически неподвижным. После заполнения формующих полостей давление в литниковой системе возрастает и за счет разнииьт возникающего усилия в длинном плече рычага 11, элемент 12 сжимается, а короткий конец рычага 11 сечение входной части итника в зоне впрыска. После выдержки залитых изделий под давлением и охлаждении их, производят разъем формы.
При этом подвижная часть формы отводится и раз1у ;ыкается по плоскости разъема, образуемой промежуточной 6 и неподвижной литниковой 1 плитами.
Оп,новремэнн0а под. действием npjTKvm 10 вместе с тягами 9 перемещаются разжимньге сегменты 5, следуя за плитой 6, скользя вдапь наклонных поверхностей разжимного элемента 2„
По мере ;Тл.ода подвижной части литьевой формы разжкмные сегменты 5, выбрав ход,, одкоуреиэнно освобождаются от поднул меияя кзлелЕя,; так как перемещение roi вдоль наклонных поверхностей разжи мающего элемента 2 обеспечило смещение их к кентру то есть позволил вывести из зоны подк/гренияо
При дальнейшем размыкании формы срабатывает выталкивающая сис.гема. Выталкиватели 13., установленные на вытал кивакэщей плите 8j перемещают полумат- ршгы 3 до взаимодействия их буртами 1 с торцом промежуточной i плиты бе
После чего полуматрицы разворачиваюся на шарнирах 16 и освобождают издел причем, одновременно с этик толкатель 17 сбрасывает литниковую систему,,
Смьгканье литьевой (юрмы происходит в обратном, порядке.
Данна,ч питьевая фчэт.ма обеспечивает ко ..-/ченч-е ;.зделий с вн тренней и наруж- TiiH рязьбой а .Еосьмкгиездиом исполнени полностью на автоматическом цикле. .
Экономический эффект от исиользован такой формь за счет ттрошения конструкции, ;уменьшения габаритов и за счет сокраишнкя брака при лктье составит более 10 тыс, руб. в год.
Формула и Е. о 5 р е т е IT и я 1. Литьевая форма для изготовлепи.я полимерн|5 х из.аели с двухсторонними
поднутрениями, содержав1ая неподвижную литниковую плиту с разжимающим элементом, выполненным с наклонными поверхностями, разжимные сегменты, оформляющие внутреннее поднутрение,взаимодействующие наклонными поверхностями с наклонными поверхностям.и разжт мающего элемента, матрицу, оформляющую наружное поднутрение и выталкивающую систему, отличающаяся тем, что, с целью упрощения конструкции при увеличении гнеэдности, она снабжена закрепленными в разжимных сегментах подпружиненными тягами, установленными в отверстиях разжимающего элемента параллельно его наклонным поверхностям
«
2. Форма поп. Х.отлнча ющ а я с я тем, что с целью у71учшения качества иэделий, она снабжена разме шенным в разжимающем элементе двз плечим рычагом, короткое плечо которогхэ образует с матрицей впускной канал, и расположенным в неподвижной плите упругим элементом, взаимодействующим с длинным плечом рычага.
Истошики информации, принятые во внимание при экспертизе1,Авторское свидетельство СССР № 545478, кл. В 29 С 5/00, 1974.
2.Авторское свидетельство СССР по заявке № 2463423/23-05
кл. В 29 С 1/14, 1977 (прототип).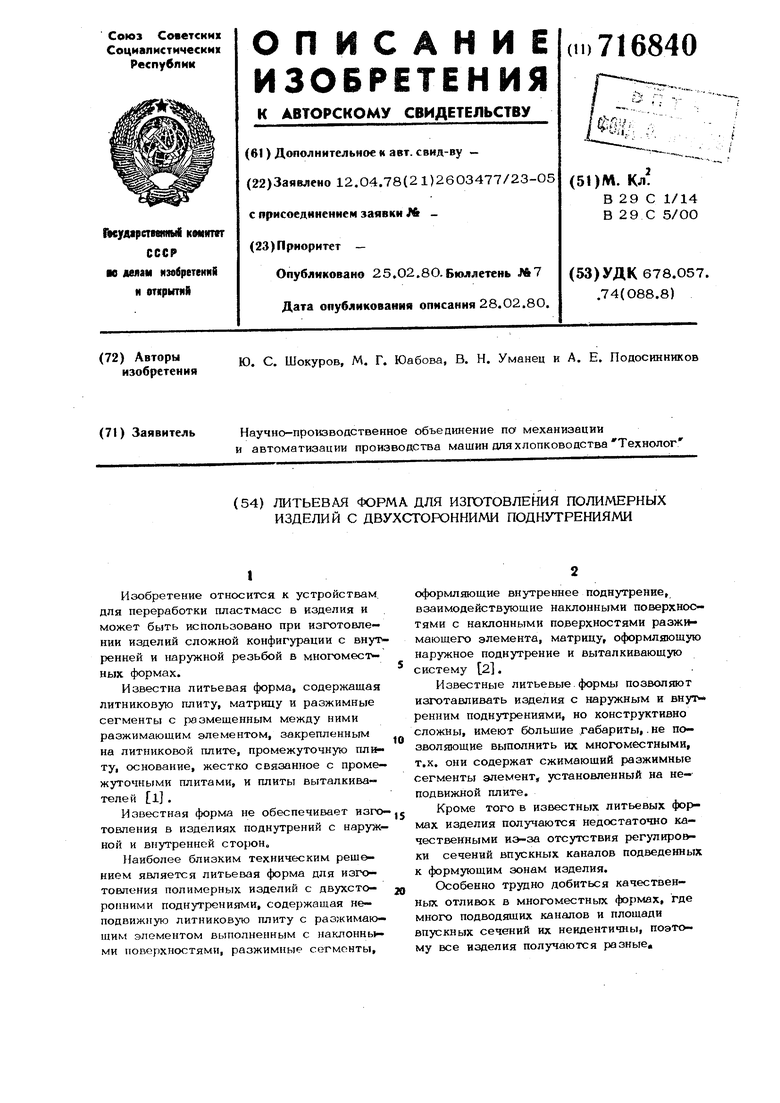
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1009791A1 |