Изобретение относится к области переработки пластических ма.СС.
По основному авт. св. № 305249 известна установка для изготовления трехслойных панелей, включающая заливочную машину и стенды, состоящие из станины и плит. Плиты каждого стенда выпол-нены в виде вакуумных присосок, причем верхняя плита сделана подъемной, а нижняя установлена на регулируемых по высоте упорах в ограничительной раме, закрепленной на станине и образует с верхней плитой в рабочем состоянии замкнутый объем
fi. Недостатком известной установки является
низкое качество изготавливаемых панелей за счет слабых краевых (габаритных) участков по сравнению с участками центральных районов, а также из-за неплоскостности (коробоватости) получаемых панелей.
Цель изобретения - повысить качество панелей. Это достигается тем, что на поверхностях плит, контактирующих с ограничительной рамой, размещены уплотнения в виде корпуса с упругим вкладышем.
Уплотнение надежно герметизирует рабочий объем стенда, исключая утечки реакционной массы через зазоры между плитами и ограничительных элементов.
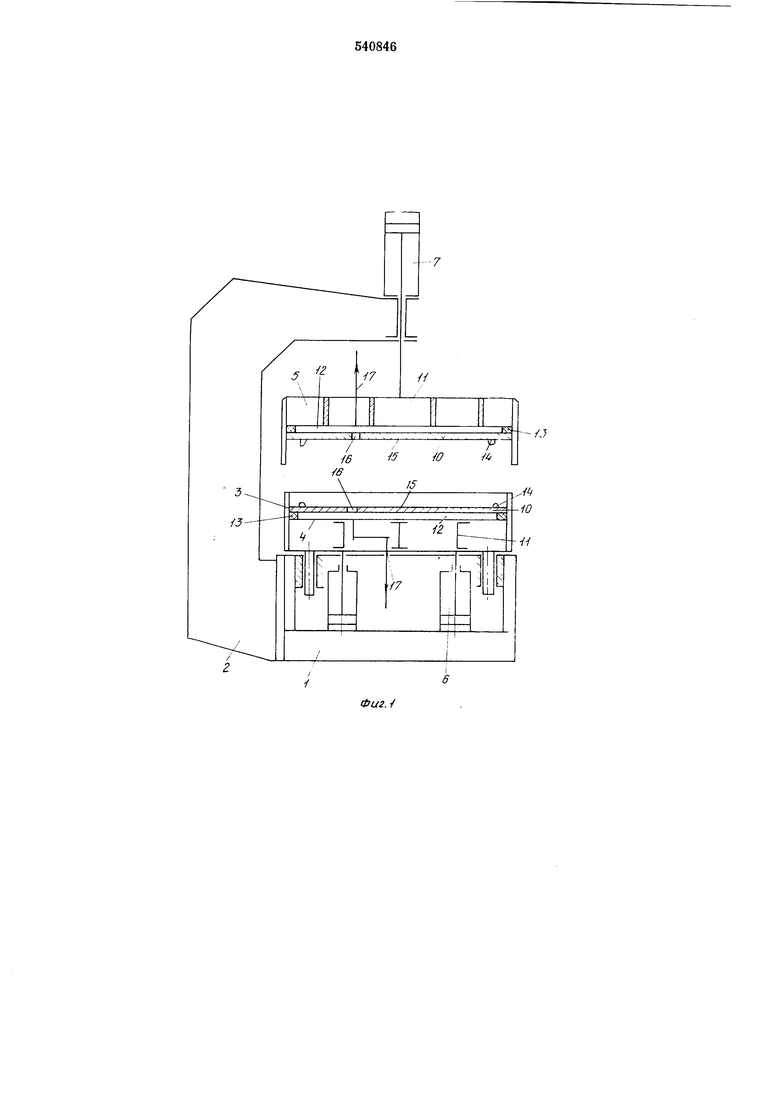
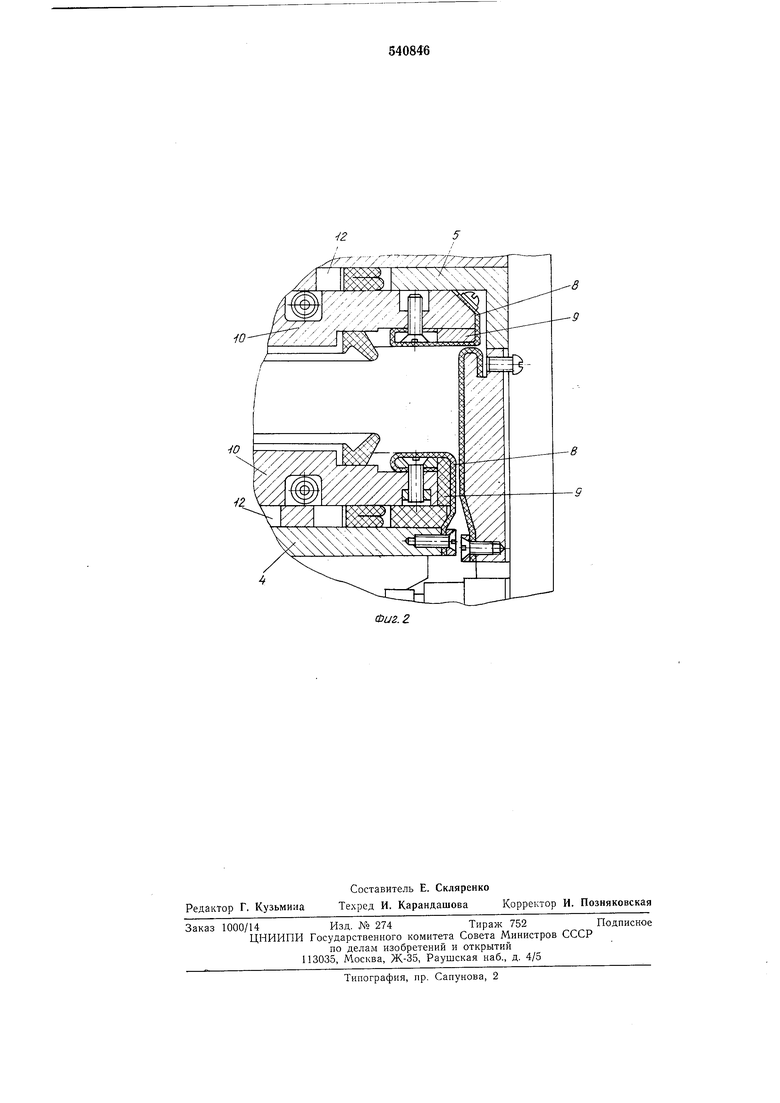
На фиг. 1-заливочный стенд, общий вид; на фиг. 2 - вид на конструкцию уплотнения плит стенда.
Предлагаемая установка для изготовления трехслойных панелей включает заливочную мащину и установленные в линию стенды.
Каждый стенд состоит из станины 1 и стойки 2. На станине установлена ограничительная рама 3, в которой помещена нижняя плита 4. Верхняя плита 5 закреплена на консольной части стойки.
Плиты перемещаются с помощью гидроцилиндров 6 и 7. На поверхностях плит, контактирующих с ограничительной рамой, установлены уплотнения 8 (фиг. 2), выполненные в виде корпуса с размещенным в нем по периметру плит упругими вкладышами 9. Каждая
плита состоит из нагревательного элемента 10 и изолированного от него несущего каркаса 11. Нагревательные элементы плит, имеют возможность свободного объемного расширения при нагреве. Для этого они установлены подвижно относительно несущего каркаса. Между нагревательным элементом и каркасом расположены вакуумные полости 12, ограниченные уплотнением 13 по периметру каркаса плит. Каждый нагревательный элемент снабжен вакуумными присосками 14 для обеспечения прилегания облицовочных листов к плитам. Пространство 15 между облицовочными листами и плитами и вакуумная полость 12 соединены между собой отверстием 16. Для
вакуумирования полостей 12 и 15 предусмотрен трубопровод 17.
Предлагаемое устройство работает следующим образом.
Облицовочные листы (иапример, пластик) панелей укладываются в ограничительную раму 3. Нижняя 4 и верхняя 5 плиты степда перемеш,аются до контакта с облицовочными листами. Для закрепления и плотного прилегания облицовочных листов к нагревательным элементам 10, а последних - к каркасам 11 плит 4 и 5 производится вакуумирование полостей 12 и 15 через трубопровод 17. Затем плиты 4, 5 с закрепленными на них листами возвращаются в исходное положение. Заливочная машина разливает равномерным слоем реакционную массу на нижнюю плиту 4. По окончании разлива верхняя плита 5 опуска ется до упора в ограничительную рамку 3, образуя с нижней 4 плитой закрытий объем. Верхняя 5 и нижняя 4 плиты надежно удерживаются в момент вспенивания и полимеризации р еакционной массы гидрозамками (на фиг. не показано). Уплотнения 8, установленные по всему периметру плит 4, 5, и упругие вкладыши 9, деформируясь при соприкосновении с ограничительной рамой 3, надежно герметизируют рабочий объем стенда, не допуская утечки реакционной массы через зазоры между плитами 4, 5 и ограничительной рамой. Этим обеспечивается одинаковая величина нлотности реакционной массы по всему Объему панели, т. е. улучшается качество изготавливаемой панели. Надежность герметизации возрастает при работе нагревательных
элементов 10, имеющих возможность свободного объемного расширения, так как габаритные размеры нагревательных элементов 10 при их нагреве увеличиваются, а упругие вкладыши 9 сжимаются.
По окончании процесса полимеризации снимается вакуум. Верхняя плита 5 перемещается вверх и занимает исходное положение. Нижняя плИта 4 перемещается вверх, выталкивая готовую панель.
Плотное прилегание нагревательных элементов 10 к каркасам И плит 4, 5 вакуумированием обеспечивает плоскостность нагревательных элементов и закрепленных на них облицовочных плит, что исключает коробоватость изготавливаемых панелей и тем самым повышает их качество.
Формула изобретения
2J
Установка для изготовления трехслойных панелей по авт. св. № 305249, отличающаяся тем, что, с целью повышения качества панелей, на поверхностях плит, контактирующих с ограничительной рамой, размещены уплотнения в виде корпуса с упругим вкладышем, при этом каждая плита дополнительно снабжена каркасом и нагревательным элементом.
Псточники информации, принятые во внимание при экспертизе:
1. Авт. св. № 305249, кл. Е 04С 2/10, 1971.
3/JY/-iO
iO
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления трехслойных панелей | 1979 |
|
SU781076A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХПАНЕЛЕЙ | 1971 |
|
SU305249A1 |
| Установка для изготовления трехслойных облицованных металлическими листами панелей | 1975 |
|
SU601167A1 |
| СПОСОБ ВОЗВЕДЕНИЯ СТЕН МОНОЛИТНОГО ЗДАНИЯ | 2020 |
|
RU2737387C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ РАМЫ ИЛЛЮМИНАТОРА | 2012 |
|
RU2500535C1 |
| Приспособление к прессу | 1974 |
|
SU526523A1 |
| Способ изготовления каркасной панели ограждения | 1983 |
|
SU1135876A1 |
| НАВЕСНАЯ ФАСАДНАЯ СИСТЕМА "НОВОСТРОЙ ДВ" | 2006 |
|
RU2305737C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНОЙ СТЕНЫ ЗДАНИЯ И МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2440471C1 |
| ТРЕХСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2003 |
|
RU2245970C2 |