Изобретение относится к ириспособлен.чям к прессу для предеарительной подпрессовки панелей со стружечным заполнением и может быть-применено в деревоо брабатывающем машиностроении.
Известны прессующие устройства, выполненные Б виде станины иподпрессовочных приспособлений в виде шарнирно закрепленной балки.
Однако известные приопосо|бления громоздки и не обеспечивают хорошего 1каче ства подпрессовки.
Известно также приапособление клрессу для предварительной подпрбссовки панелей со стружечным заполнением, монтируемое между плитами пресса и выполненное в -виде поперечных уплотнителей.
Однако конструкция ра.мки-упора известного устройства не -позволяет производить загрузку и выгрузку пакета панелей. Кроме того, подпрессовочные элементы в этом устройстве установлены на плите -стационарно, что требует при изменении геометрии ячеек панелей смены подпреосовочных элементов -со-вместно с ПЛИТОЙ устройст1ва. Плоская поверхность подпрессующих элементов не обеспечивает надлежащей подпрессовжи у стенок брусков каркаса панелей, исключающей попадание частиц прессуемой маесы на горизонтальные поверхности последних.
Цель изобретения-обеспечить возможность подпрессовки панелей с каркасом из цельной древесины, их центрирования и исключить разрущение каркаса под действием
боковых усилий.
Это достигается тем, что присио-соблеиис снабжено дополнительными продольными гидроуплотнителями, прикрепленными IK нилчней плите пресса, поперс-чные уплотни -ели вылолнены со спаренными гидроцилиндрами вертикального и горизонтального действия, причем последний имеет направляющий стержень и фиксатор хода, а к верхней плите прикреплен лист с подцрессовочными элементами коробчатой формы с вогнутой по радиусу рабочей поверхностью.
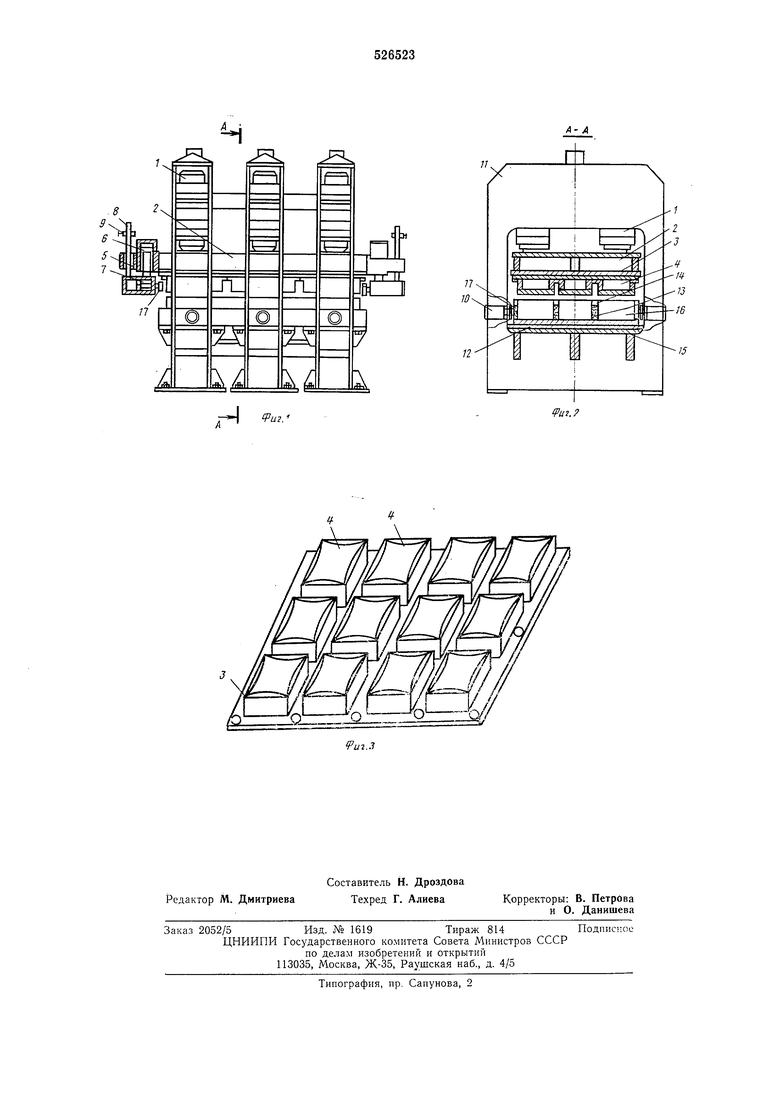
На -фиг. 1 изображено предлагаемое приспособление к прессу, вид сбоку; на фиг. 2 показан разрез по А-.А на фиг. 1; на фиг. 3
представлена деталь устройства (лист с подпрессовочными элементами).
Приспособление к прессу включает гидравлические цилиндры 1, верх-нюю плиту 2, к которой прикреплен с помощью вннтов лист 3 с
подпрессовочными элементами 4 короб-чатой формы, поперечные гидроуплотнптели 5, состоящие из гидроцилиндров вертикального 6 и горизонтального 7 дейстз - п направляющего стержня 8 с фиксатором хода 9. продоль10, раму 11, нижнюю
ные
плиту 12, на которую загружен пакет, состоящий из каркаса панели 13 с ограничительной рамкой 14, облицовочного материала 15 и находящейся в ячейках пресс-массы 16. Гидроуплотнители 5 и 10 снабжены упорными планками 17. Подпрессовочные элементы коробчатой формы имеют вогнутую по радиусу рабочую поверхность для обеспечения большей подпрессовки в зоне примыкания ребра панелей с целью предотвращения попадания стружгки на склеиваемые поверхности.
Работа устройства при подпрессовке прессмассы в ячейках панели осуществляется следующим образом.
сформированный пакет, состоящий из каркаса панели 13, ограничительной рамки 14, облицовочного материала 15 и пресс-массы 16, подают на нижнюю плиту 12 пресса, у которого подвижная (верхняя) траверса снабжена 1подпрессовочными элементами 4 коробчатой формы, предварительно закрепленными па листе 3 и прикрепленными с помощью винтов вместе с листом 3 к верхней плите 2. Поперечным гидроуплотнителем 5 и продольным гидроуплотнителем 10 пакет центрируется и фиксируется. Затем под действием давления, создаваемого в цилиндрах 1, верхняя плита 2 с подпрессовочными элементами 4 опускается вниз. Учитывая, что подпрессовочные элементы 4 имеют размеры по ширине и длине примерно на 1-10 мм меньше внутренних размеров ячеек панели, они свободно входят внутрь ячеек, подпрессовывая одновременно находящуюся там пресс-массу 16. Подпрессовку ведут до тех пор, пока вся пресс-масса 16 из ограничительной рамжи не упрессуется в рамку каркаса панели 13. Действие возникающих при этом усилий бокового распора воспринимает рамка панели 13, поддерживаемая гидроуплотнителями 5 и 10.
В процессе загрузки пакета в пресс поперечные .гидроуплотнители 5 находятся в верхнем положении. После загрузки пакета гидроуплотпители 5 опускают за счет давления, оказываемого на щток гидроцилиндра 6. Величина вертикального передвижения регулируется с помощью фиксатора хода 9. С помощью гидроцилипдров горизонтального действия 7 и упорных планок 17 производится фиксация и прижим панели 13 по длине пресса. Фиксацию и прижим каркаса панели 13 по ширине пресса производят с помощью боковых продольных гидроуплотнителей, снабженных прижи.мными упорами 17.
После окончания подпрессовки пресс-.массы 16 давление в цилиндрах ,1 изменяется на обратное, верхняя плита 2 с подпрессовочными эле.мептами 4 поднимается вверх, давление в продольных гидроуплотнителях 10 и гидроцилиндре горизонтального действия 7 меняется па обратное, прижимные упоры 17 отходят
в исходное положение, а поперечные гидроуплотпители 5 за счет изменения направления давления в гидроцилиндра.х вертикального действия 6 поднимаются вверх, давая возможность выгрузки подпрессованного пакета из
пресса. После выгрузки пакета из пресса ограничительную рамку 14 снимают, па поверхность каркаса панели 13 укладывают облицовочный материал 15, а окончательное прессование панели производят в одно- или многоэтажном прессе.
Формула .изобретения
Прнспособлепие к прессу для предварительной подпрессовки панелей со стружечным заполнением, монтируемое между плитами пресса и выполненное в виде поперечных уплотнителей, отличающееся тем, что, с целью
обеспечения возможности подпрессовки панелей с каркасом из цельной древесины, обеспечения их центрирования и исключения разрущения KapiKaca под действием боковых усилий, к нижней плите пресса прикреплены продольные гидроуплотнители, поперечные уплотнители выполнены со спаренными гидроцилиндрами вертикального и горизонтального действия, причем последний имеет направляющий стержень и фиксатор хода, а к верхней плите
прикреплен лист с подпрессовочными элементами коробчатой формы с вогнутой по радиусу рабочей павеохностью.
н
j
г
г-
тс
L
У
СЗ
/2
Н
.
Vui.f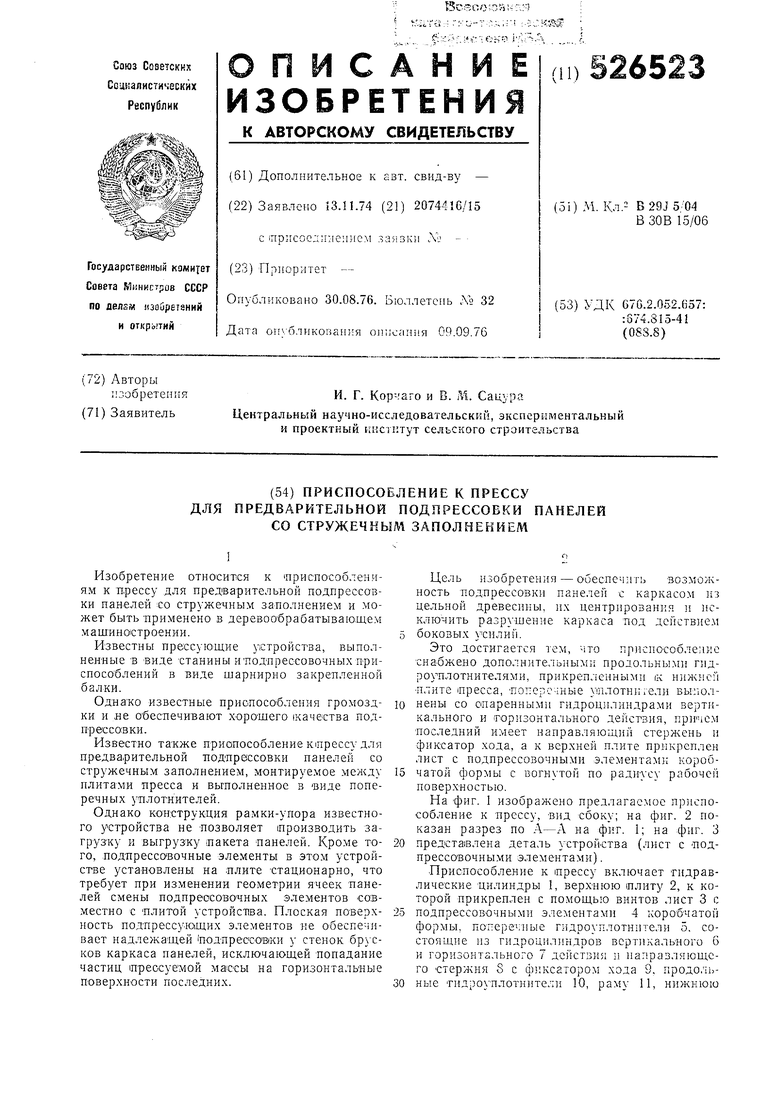
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| Печь для изготовления спеченных изделий | 1975 |
|
SU554949A1 |
| Способ изготовления облицованных профилированных изделий из древесных частиц | 1982 |
|
SU1164047A1 |
| Способ изготовления изделий из древесно-клеевой композиции | 1980 |
|
SU935306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| СПОСОБ МОНТАЖА ОБЛИЦОВКИ ФАСАДА И ТЕПЛОИЗОЛЯЦИИ С ПЛИТЫ МЕЖЭТАЖНОГО ПЕРЕКРЫТИЯ | 2014 |
|
RU2557269C1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| ВИБРОПРЕССОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ БЛОКОВ | 1991 |
|
RU2033321C1 |
| Линия изготовления древесного слоистого материала | 1981 |
|
SU935278A1 |