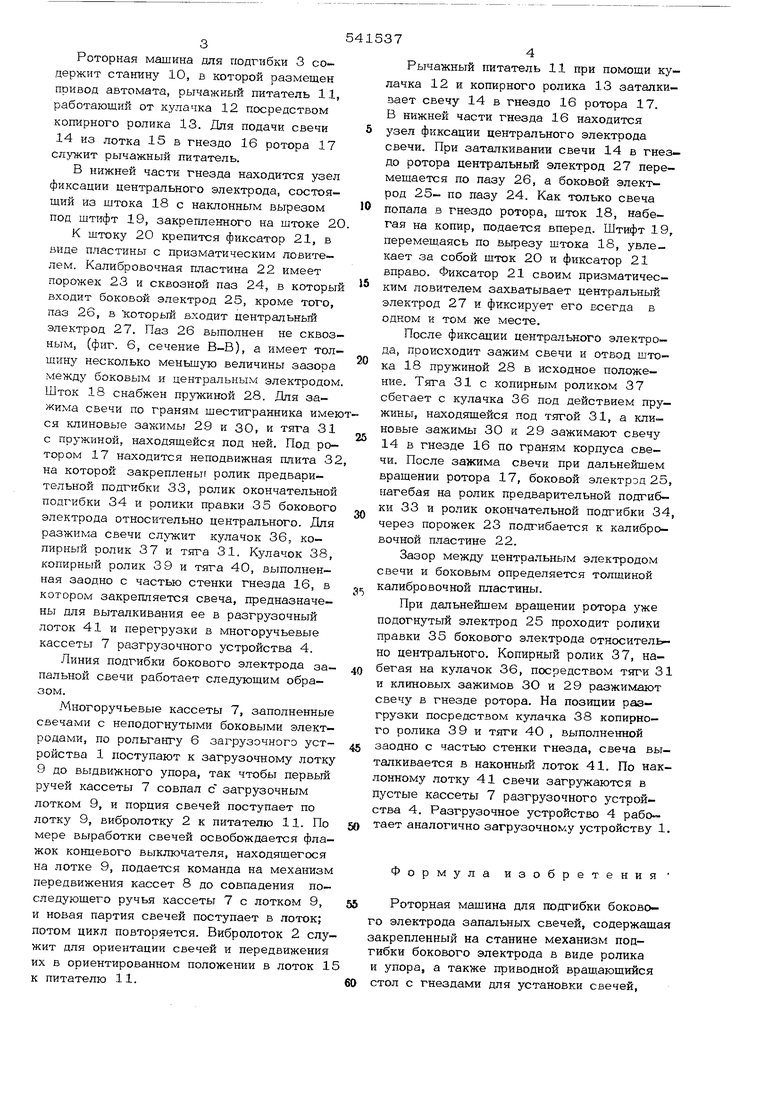
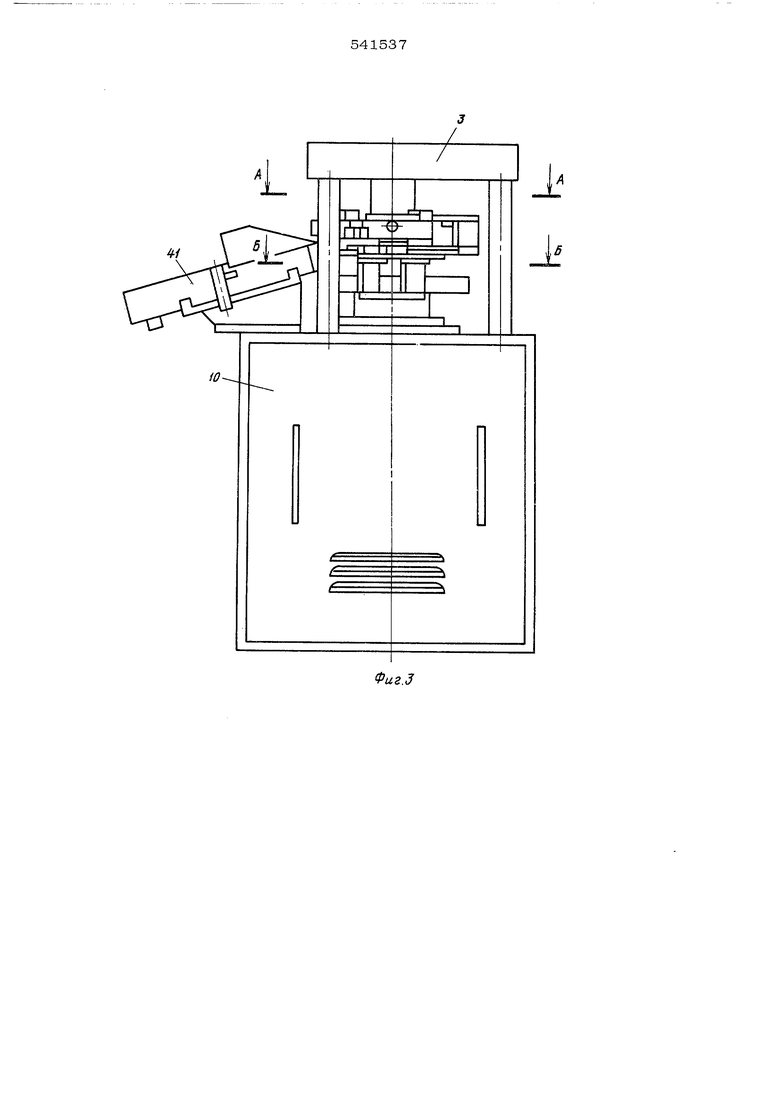
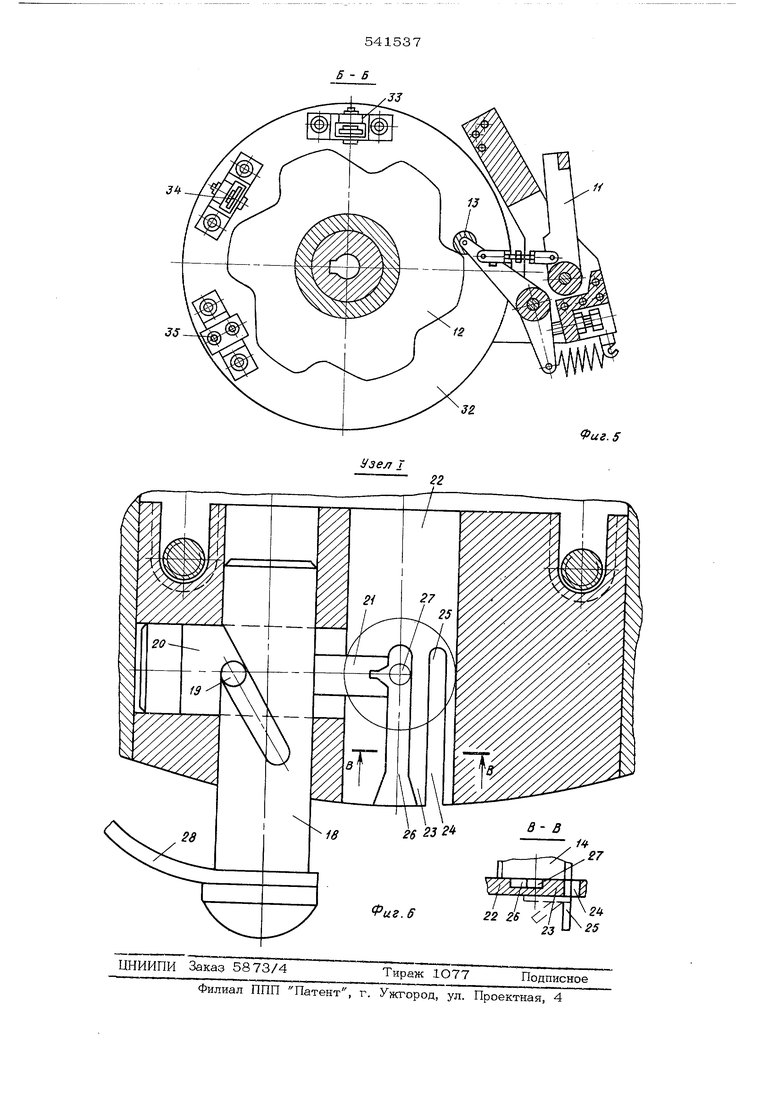
Роторная машина для подгибки 3 содержит станину 10, в которой размещен привод автомата, рычажный питатель 11, работающий от кулачка 12 посредством копирного ролика 13. Для подачи свечи 14 из лотка 15 в гнездо 16 ротора 17 служит рычажный питатель. В нижней части гнезда находится узел фиксации центрального электрода, состоящий из штока 18 с наклонным вырезом под штифт 19, закрепленного на штоке 20 К штоку 20 крепится фиксатор 21, в виде пластины с призматическим ловителем. Калибровочная пластина 22 имеет порожек 23 и сквозной паз 24, в который входит боковой электрод 25, кроме того, паз 26, в который входит центральный электрод 27. Паз 26 выполнен не сквозным, (фиг. 6, сечение В-В), а имеет тол- шину несколько меньшую величины зазора между боковым и центральным электродом Шток 18 снабжен пружиной 28. Для зажима свечи по граням шестигранника имею ся клиновые зажимы 29 и 30, и тяга 31 с пружиной, находящейся под ней. Под ротором 17 находится неподвижная плита 32 на которой закреплены ролик предварительной подгибки 33, ролик окончательной подгибки 34 и ролики правки 35 бокового электрода относительно центрального. Для разжима свечи служит кулачок 36, ко- пирный ролик 37 и тяга 31. Кулачок 38, копирный ролик 39 и тяга 40, выполненная заодно с частью стенки гнезда 16, в котором закрепляется свеча, предназначены для выталкивания ее в разгрузочный лоток 41 и перегрузки в многоручьевые кассеты 7 разгрузочного устройства 4. Линия подгибки бокового электрода запальной свечи работает следующим образом. Многоручьевые кассеты 7, заполненные свечами с неподогнутыми боковыми электродами, по рольгангу 6 загрузочного устройства 1 поступают к загрузочному лотку 9 до выдвижного упора, так чтобы первый ручей кассеты 7 совпал с загрузочным лотком 9, и порция свечей поступает по лотку 9, вибролотку 2 к питателю 11. По мере выработки свечей освобождается флажок концевого выключателя, находящегося на лотке 9, подается команда на механизм передвижения кассет 8 до совпадения последующего ручья кассеты 7 с лотком 9, и новая партия свечей поступает в лоток; потом цикл повторяется. Вибролоток 2 слу жит для ориентации свечей и передвижения их в ориентированном положении в лоток 1 к питателю 11. Рычажный питатель 11 при помощи кулачка 12 и копирного ролика 13 заталкивает свечу 14 в гнездо 16 ротора 17. В нижней части гнезда 16 находится узел фиксации центрального электрода свечи. При заталкивании свечи 14 в гнездо ротора центральный электрод 27 перемещается по пазу 26, а боковой электрод 25- по пазу 24. Как только свеча попала в гнездо ротора, шток 18, набегая на копир, подается вперед. Штифт 19, перемещ,аясь по вырезу штока 18, увлекает за собой шток 2О и фиксатор 21 вправо. Фиксатор 21 своим призматическим ловителем захватывает центральный электрод 27 и фиксирует его всегда в одном и том же месте. После фиксации центрального электрода, происходит зажим свечи и отвод штока 18 пружиной 28 в исходное положение. Тяга 31 с копирным роликом 37 сбегает с кулачка 36 под действием пружины, находящейся под тягой 31, а клиновые зажимы 30 и 29 зажимают свечу 14 в гнезде 16 по граням корпуса свечи. После зажима свечи при дальнейшем вращении ротора 17, боковой электрэд 25, нагебая на ролик предварительной подгибки 33 и ролик окончательной подгибки 34, через порожек 23 подгибается к калибровочной пластине 22. Зазор между центральным электродом свечи и боковым определяется толщиной калибровочной пластины. При дальнейщем вращении ротора уже подогнутый электрод 25 проходит ролики правки 35 бокового электрода относительно центрального. Копирный ролик 37, набегая на кулачок 36, посредством тяги 31 и клиновых зажимов ЗО и 29 разжимают свечу в гнезде ротора. На позиции разгрузки посредством кулачка 38 копирного ролика 39 и 4О , выполненной заодно с частью стенки гнезда, свеча выталкивается в наконньгй лоток 41. По наклонному лотку 41 свечи загружаются в пустые кассеты 7 разгрузочного устройства 4. Разгрузочное устройство 4 рабо- тает аналогично загрузочному устройству 1. Формула изобретения Роторная машина для подгибки бокового электрода запальных свечей, содержащая акрепленный на станине механизм подгибки бокового электрода в виде ролика и упора, а также приводной вращающийся стол с гнездами для установки свечей.
отличающаяся тем, что, с целью повышения производительности, механизм подгибки бокового электрода снабжен дополнительным гибочным роликом и двумя правильными роликами, а упор механизма подгибки выполнен в виде калибровочных пластин с двумя вырезами для центрального и бокового электродов и пазом, а приводной вращающийся стол снабжен расположенными у каждого гнезда плавающими механизмами зажима свечи и фиксирующими устройствами, ориентирующими положение свечи относительно гибочных и правильных роликов, выполненными в виде смонтированных в столе щтоков с наклонными вырезами и соединенных со штоками фиксаторов с призматическими ловителями центрального электрода свечи, вход5пцих в пазы калибровочных пластин.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 93716, кл. В 23 К 11/02, 04. 06. 51.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки центральногоэлектрода свечей зажигания | 1974 |
|
SU508346A1 |
| Устройство для расфасовки и упаковки сыпучих материалов в коробки | 1981 |
|
SU969598A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Г.ХНИЧГГ.КАЯБИБЛИОТЕКА | 1969 |
|
SU256485A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1337315A2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для сборки и пайки конденсаторов | 1980 |
|
SU879666A1 |
| ВСЕСОК^с? | 1973 |
|
SU368126A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |

Фиг. 2
1
CLc ffi
1
/
7
4F
Jf
иг. 4
