На больших фабриках и заводах на заготовку табельных и других списков рабочих тратится ежемесячно довольно много времени. При составлении их обыкновенно бывает не мало ошибок и описок в именах, отчествах, фамилиях, номерах и т. д., на отыскание которых тоже требуется значительное время. Случается, что эти ошибки и описки являются причиной ошибок в расчетах с рабочими, что приводит к недоразумениям, неприятностям, а иногда и к убыткам. Поэтому желательно иметь такой способ изготовления списков, при котором рассеянность и невнимание табельщиков и других лиц, имеющих отношение к расчетному делу, не отражались бы на правильности списков.
Предлагаемый способ изготовления табельных и других списков рабочих предназначается для устранения этих недостатков и для придания спискам более красивого вида и удобочитаемости.
Способ заключается в следующем. Для каждого рабочего изготовляется на наборно-словолитной машине две (а еще лучше три-четыре) пластинки (строки) из типографского сплава, с негативным отпечатком его имени, отчества, фамилии и номера его расчетной книжки. При желании и надобности можно добавить и еще какие-нибудь отметки, например: должность, губ., уезда и т. п.
Одна из этих пластинок снабжается ручкой и выдается рабочему на руки, чтобы он имел ее при себе и употреблял, как штемпель, во всех тех случаях, когда нужна запись сданной им работы или какого-либо забора денег, продуктов и т. п. В таких случаях этот штемпель устранит перепутывание его имени, отчества, фамилии и номера и вместе с тем ускорит работу записывающего.
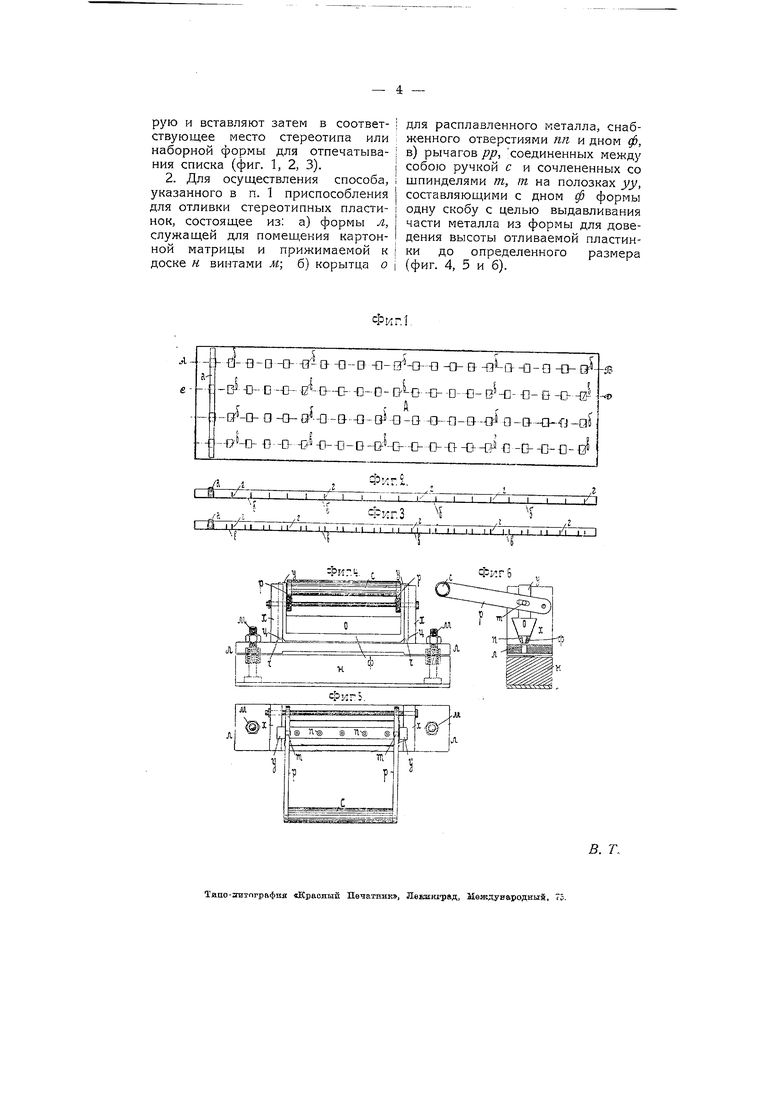
Для пояснения способа изготовления пластинок представлен чертеж, на котором фиг. 1, 2 и 3 изображают план и разрезы по АВ и CD поддержки, фиг. 4, 5 и б-схему приспособления для отливки, а именно, продольного вида, вида в плане и поперечного вида, частью в разрезе.
Вторая пластинка а (фиг. 1, 2 и 3) вкладывается лицевой стороной (отпечатком) вверх в поддержку А вместе с такими же пластинками других рабочих, расположенных в том порядке, в каком они должны быть в списке. Толщина пластинок а должна быть такая, какую изготовляет наборно-словолитная машина; высота - по возможности ниже, чтобы вес их был возможно легче. На машине высота эта обыкновенно делается раза в три-четыре больше, чем нужно, и поэтому, если на машине нет приспособления для урегулирования высоты пластинок, то придется срезать лишнюю высоту на особом станке. Длина пластинки должна быть равна ширине той графы, в которой будут помещаться отпечатки пластинок. На таких же пластинках должны быть заголовки отделения (цехов) фабрики или завода.
Поддержки А штампуются из кровельного или белого железа. Длина их должна равняться длине графы списка от строки, на которой помещается верхний транспорт до черты, отделяющей нижний транспорт, и зависит от формата бумаги. Ширина поддержек должна равняться длине пластинок, чтобы пластинки входили в них в распор. Борты противешков должны быть ниже высоты пластинок миллиметра на 2-3, чтобы при печатании они не могли отпечататься на ведомостях.
Для укрепления каждой пластинки в дне поддержки штампом делаются вперемежку по два прореза вида и по два прореза вида . Находящееся в прорезах железо тем же штампом загибается внутрь поддержки. На фиг. 1 эти прорезы изображены в виде прямоугольных четырехугольников бб и ев, а на чертежах 2 и 3 изображены
загибы в виде перпендикуляров гг к плоскости дна, между которыми вставляются пластинки аа, и которые удерживают пластинки от смещения в сторону.
Каждая поддержка соответствует странице ведомости, и на каждом из них, на борту одной из коротких сторон, должна быть поставлена страница ведомости, на которой он будет отпечатан. Например, считая, что на странице в среднем (с пробелами и заголовками) поместится 20 человек, на фабрике в 5000 рабочих списки будут заключать в себе 250 страниц, для отпечатания которых потребуется 250 поддержек с набором пластинок. Все эти поддержки размещаются в запертом помещении на полках в порядке номеров страниц, проставленных на бортах противешков для того, чтобы можно было быстро отыскать понадобившийся противешок.
Таким образом, весь нужный для печатания ведомостей типографский набор будет всегда наготове и каждый месяц его не придется перебирать. Так как табельные и расчетные ведомости теперь обы новенно пишутся на готовых печатных бланках, то печатание списков по новому способу рациональнее будет соединить с печатанием самих бланков. Для этого в печатном станке закрепляется сделанный обычным типографским способом стереотип с набора бланка, с углублением для вкладывания в него поддержек А, которые, по отпечатании каждой страницы ведомости, заменяются следующими по порядку поддержками. Углубление в стереотипе должно точно соответствовать размерам поддержек, которые, в свою очередь, должны быть строго точны в своих размерах, особенно в отношении высоты, чтобы при печатании они были не выше и не ниже стереотипа бланка, так как иначе может не отпечататься либо графа, с именами, либо бланк с заголовками граф. Печатание может производиться на
обыкновенном ручном печатном станке какой угодно системы и даже просто валиком, которым делаются корректурные оттиски.
В случае изменений в составе рабочих, нужно своевременно исправлять и набор пластинок в поддержках, для чего при увольнении или переводе рабочего на другую должность или другую машину, распорядителем отдела дается старшему табельш,ику соответствующий ордер, и табельщик обязан в тот же день вынуть из поддержки пластинку выбывающего рабочего и заменить ее пластинкой вновь поступившего или переведенного рабочего, а в ведомости текущего месяца в тот же день обычным порядком против фамилии увольняемого должна быть отметка об его увольнении, а в случае перевода точное указание отдела, фабрики, куда он переведен и страницы ведомости, где он записан вновь. На новом месте в текущем месяце он записывается от руки на свободной строке в конце того отделения, куда он переведен с указанием, откуда и когда переведен.
Для вновь поступающих рабочих пластинки могут делаться на самой фабрике следующим образомИмя, отчество, фамилия и номер вновь поступившего рабочего набираются из обыкновенного типографского шрифта в деревянную рамку, после чего набор вставляется шрифтом вниз в деревянный ящичек е, на дне которого положена пластинка из картона. Ящичек ставится под пресс (например, копировальный), которым шрифт вдавливается в картон, на котором получается точный отпечаток набора (матрица), служащий для отливки пластинки.
Полученная таким образом матрица подкладывается под железную форму л (фиг. 4, 5 и б), которая затем плотно прижимается винтами мм к деревянной доске п. В гнездах на винты мм надеты спиральные пружины, поднимающие форму л кверху для образования щели, куда вкладывается
картон и, когда гайки винтом мм отпущены. При подкладывании матрицы под форму нужно следить за тем, чтобы матрица своим отпечатком лежала правильно в форме. Непосредственно над формой находится корытце о для расплавленного типографского сплава, который через конические отверстия пп в виде воронок из корытца о переливается в форму л. Как только форма наполнится сплавом, нужно нажать на рычажки рр, соединенные между собой ручкой с (фиг. б). Рычажки, в свою очередь, нажимают на шпинделя mm, укрепленные в полозках уу, составляющих с дном ф корытца о одну цельную скобу. Полозки уу, двигаясь в шпунтах стоек хх при нажиме на рычажки рр, упираются своими плечиками цц в плечики стоек чч и останавливаются. При этом движении дно ф корытца о нажимает на расплавленную массу в форме л, заставляет ее частью подниматься вверх через отверстия пп, частью раступаться в сторону, затем, остановившись вместе с полозками, на плечиках чч, доводит высоту отливаемой пластинки до надлежащего размера, при чем ребра дна ф подходят вплотную к ребрам формы л и отрезают сплав, вытесненный в стороны из формы уг от пластинки, находящейся в форме л. По затвердении сплава шпинделя mm отвертываются и вынимаются, рычажки откидываются в стороны и корытце о выдвигается кверху вместе с отлитой пластинкой; остается отломить ее от литников, зачистить напильником места излома и пластинка готова.
Предмет патента.
1. Способ изготовления табельных и др. списков, отличающийся тем, что заранее изготовленные стереотипные пластинки а с обозначением фамилии, номера и других данных для работающего, помещают в ячейки особой поддержки А, которую и вставляют затем в соответствующее место стереотипа или наборной формы для отпечатывания списка (фиг. 1, 2, 3).
2. Для осуществления способа, указанного в п. 1 приспособления для отливки стереотипных пластинок, состоящее из: а) формы л, служащей для помещения картонной матрицы и прижимаемой к доске н винтами ж; б) корытца о
для расплавленного металла, снабженного отверстиями пп. и дном ф, в) рычагов рр, соединенных между собою ручкой с и сочлененных со шпинделями т, т на полозках уу, составляющими с дном ф формы одну скобу с целью выдавливания части металла из формы для доведения высоты отливаемой пластинки до определенного размера (фиг. 4, 5 и 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотонаборная машина | 1935 |
|
SU49834A1 |
| Подушка к утюжильным прессам | 1938 |
|
SU57339A1 |
| Адресопечатающая машина | 1929 |
|
SU19640A1 |
| МЕЖДУНАРОДНЫЙ НОСИМЫЙ ИНДЕНТИФИКАТОР ЛИЧНОСТИ (МНИЛ) ЛИТВИНОВА-СОБОЛЕНКО-МЕДВЕДЕВА (ЛСМ) | 2004 |
|
RU2319206C2 |
| Аппарат ортопедический на нижнюю конечность с микропроцессорным управлением | 2021 |
|
RU2793532C1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| УСТРОЙСТВО МОДЕЛИРОВАНИЯ, УСТРОЙСТВО ИЗМЕРЕНИЯ ЭФФЕКТА И СИСТЕМА ПОДДЕРЖКИ ПРОДВИЖЕНИЯ ПРОДАЖ | 2006 |
|
RU2374686C2 |
| Устройство для съема бобин на ватерах | 1934 |
|
SU44470A1 |
| АВТОМАТИЗИРОВАННАЯ ОПЕРАЦИОННО-ИНФОРМАЦИОННАЯ СИСТЕМА СОПРОВОЖДЕНИЯ ПОДГОТОВКИ И ПРОВЕДЕНИЯ ГОЛОСОВАНИЯ | 2005 |
|
RU2303816C2 |
| СПОСОБ ЛЕЧЕНИЯ ПОЧЕЧНОЙ НЕДОСТАТОЧНОСТИ | 1998 |
|
RU2154499C2 |
- -й-{3-0-D-i/- О--а-& -а-э -о--Q -о-&чз сэ-HJ-Q -о-э
Г:- Aг
1 ff-a- a 43- ff-Q -0-- -Q- tf -a -G чз- -a-Q-ff a -o- -aii
--O-D- O-D- 4/ -0--СЬе-О Чг-Ч -0- }-& 43 -0-0--0-0-0
/J xJ
fa - / /J:---/ .. /
fj I К I g II I К I I II I i I i I I M li I I I II I 1 I I M II /I г
Фкг
1-Ж--Ф
Фиг1.
,г
I I I- I I I 1 I I I I 1 I
ФигЗ ,
J
Фиг о

