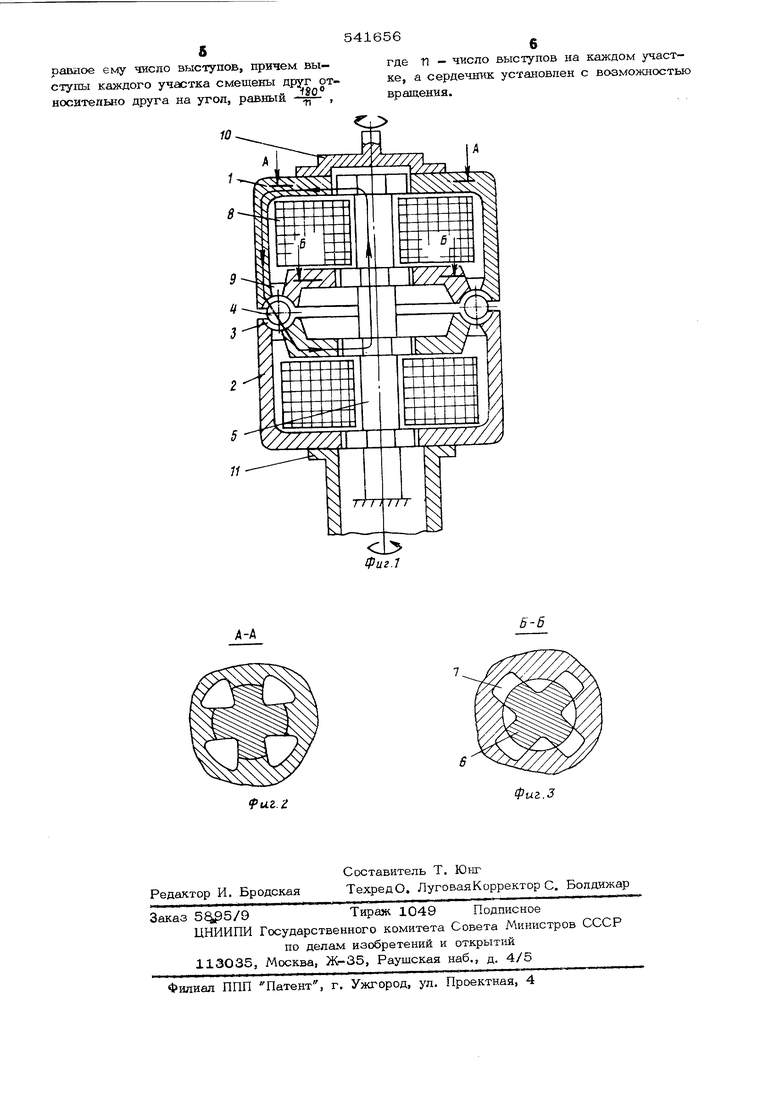
выступам в разрезе (изобраясен момент когда магнитный поток замыкается между наружной частью Bepx ieio магнчтопровода V. внутренней частью нижнего соответствен через первую и третью rpymiy выступов, считая сверху) J на фиг. 2 - сечеш1е А-А на фиг. 1 по первой (сверху) группе выступов в момент аамыкалия магнитного потока; на фиг. 3 - сечение Б-Б на фиг. по второй (сверху) группе выступов в мо мент размыкания магнитного потока. Устройство имеет установленные друг над другом соосно верхний 1 и нижний 2магнитопроводы, вращающиеся в противо положные стороны. На торцовой поверх-ности каждого из них выполнена концентр ческая желобчатая канавка 3 для размещения шариков 4 мйгнитоабразивного порошка. В магнитопроводах 1, 2 вьшо& йены осевые отверстия, в которых установлен с возможностью вращения ферромагнитный сердечник 5 с четырьмя группами выступов 6. Каждая группа выступов смещена относительно рядом расположенно на угол, равный- где п - число выступов в группе. Число выступов П в каждо группе -четное и выбирается в зависимости о частоты переключения магнитного потока. Числу выступов соответствует число вы резов 7 в отверстиях магнитопровода. Количество групп выступов - четыре и обусловлено количеством полюсов. Внутри каждого магнитчэпровода размещена электромагнитные катушки 8, концы проводов которых соединены с сило вой питающей цепью (не показана), а для получения разноименных полюсов торцовая поверхность каждого магнитопровода выполнена с разрывом 9 вдоль дорожкн, образуя две составные части. Верхний магнитопровод 1 закреплен на валу 10, противоположный конец которого свягзан с приводом, вращения (не показан), а нижний магнитопровод 2-на валу 11 и cBsssaH с приводом вращения. Обработка шариков осуществляется следующим образом. При поднятом верхнем магнитоироводе 1 в концентрическую желобчатую канавку 3нижнего магнитопровода 2 загружают шарики 4, магнитно-абразивный порощок и СОЖ. Переменный ток поступает на электромагнитные катущки 8 и наводит в магнитопроводах 1 и 2 магнитный поток, приче полярность внутренней части кольцевой канавки магннтопровода противоположна по знаку полярности его наружной части. Магнитопроводы приводят во вращение в протавоположеые стороны либо Б одну с раз шчными скоростями. При вращении с юрромагнитного сердеч нйка о будет изменяться величина м.агнит ного потока и частота перемыкания, На сердечнике и в отверстиях выступы чередуются со впадинами, причем ширина выступов и впадин между ними одинакова. Поэтому когда выступы сердечника находятся напротив выступов в теле магнитопровода, происходит замыкание магнитного потока, а когда выступы становятся против впадин - размыкание. Для того, чтобы осуществлялось замыка1ше между наружной частью одного магни топровода и внутршшей частью другого, выступы на сердечнике в рядом расположенных группах имеют относительное смеиление на угол, равный ---, где ri - число выступов в каждой группе, а отверстия в каждом мапжтопроводе выполнены фигурными без относительного смещения. Частота переменного тока должна находиться в зависимости от скорости вращения ферромагнитного сердечника. Изменение величины и направления магнитного потока в зоне обработки создает вращающееся магнитное поле, которое изменяет ось вращения щарика и приводит магнитноабразивный порощок во вращение вокруг щарика, чем достигается равномерность обработжи. Увеличение частоты перемыкания магнитного потока ведет к возникновению осцилляции ферромагнитного порошка, что повышает производительнотсь обработки. Устройство для магнитно-абраетз:вной обработки щариков позволяет увеличить производительность обработки. Формула изобретения Устройство для магнитно-абразивной обработки шариков, помещенных в кольцевую канавку, выполненную на торхювых поверхностях обращенных друг к другу и установленных с возможностью вращения магннтопроводов, каждый из которых состоит из дау:к. частей, образующих ян- лкндричесвую полость, в которой размещена катущка электромагнита, причем в магнитопроводах выполнены осевые отверстия, сквозь которые проходит ферромагнитный сердечник, отличающееся тем, что, с целью повыщення производительности обработки за счет сообщения осхшлля- дни ферромагнитному порошку, в теле магнитопровода по образующей осевых отверстий выполнено четное число пазов, а на соответствующих участках сердечника -
рашюе ему число выступов, причем выступы каждого участка смещены друг относительно друга на угол, равный где П - чнсло выступов на каждом участке, а сердечник установлен с возможностью вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2079952C1 |
| Станок для магнитно-абразивной обработки шариков | 1978 |
|
SU1030147A1 |
| Устройство для магнитно-абразивной обработки изделий сферической формы | 1973 |
|
SU466097A1 |
| Линейный электродвигатель | 1977 |
|
SU693514A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Регулируемая катушка индуктивности | 1980 |
|
SU1089635A1 |
| Вторичные электрические часы с обратным контролем | 1984 |
|
SU1365040A1 |
| Электромеханический вибратор для подачи изделий | 1984 |
|
SU1178664A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ РАЗЪЕМНЫХ ФОРМ | 1994 |
|
RU2080205C1 |
| ИНДУКЦИОННЫЙ ДАТЧИК ЧАСТОТЫ ВРАЩЕНИЯ | 2012 |
|
RU2505822C1 |