1
Изобретение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано в различных отраслях промышленности на финишных операциях, в частности в медикоинструментальной и станкоинструментальной промышленности.
Известны устройства для обработки наружных поверхностей изделий, содержащие магнитную систему, состоящую из пар электромагнитов с обращенными один к другому полюсными наконечниками, в зазоре между которыми в кольцевой ванне установлены заготовки 1.
Заготовкам сообщают вращение относительно собственной оси, оси кольцевой ванны, а также осциллирующее движение относительно оси вращения.
Недостатком известных устройств является низкая производительность процесса обработки и невысокое качество обработанной поверхности вследствие недостаточно эффективного перемещения порошка, а следовательно, и съема металла в направлении оси вращения изделий.
Известно также устройство для магнитоабразивной обработки деталей, содержащее кольцевую камеру и магнитную систему с магнитопроводом, оборудованным полюсными наконечниками, образующими боковые стороны камеры. Полюсные наконечники выполнены зубчатыми с выступами и 5 впадинами, имеющими в поперечном сечении прямоугольную форму, причем выступы наконечников, находящихся у одной стороны камеры, расположены против впадин наконечников, находящихся у другой ее стороны 2 .
10 В известном устройстве для абразивной обработки деталей ферромагнитным порошком в магнитном поле выбранное расположение выступов и впадин на противоположных боковых сторонах камеры не обеспечивает повыщения производительности по сравнению с гладкими (без рифлений) полюсными наконечниками. Это объясняется прерывистостью процесса обработки при вращении детали относительно оси кольцевой камеры.
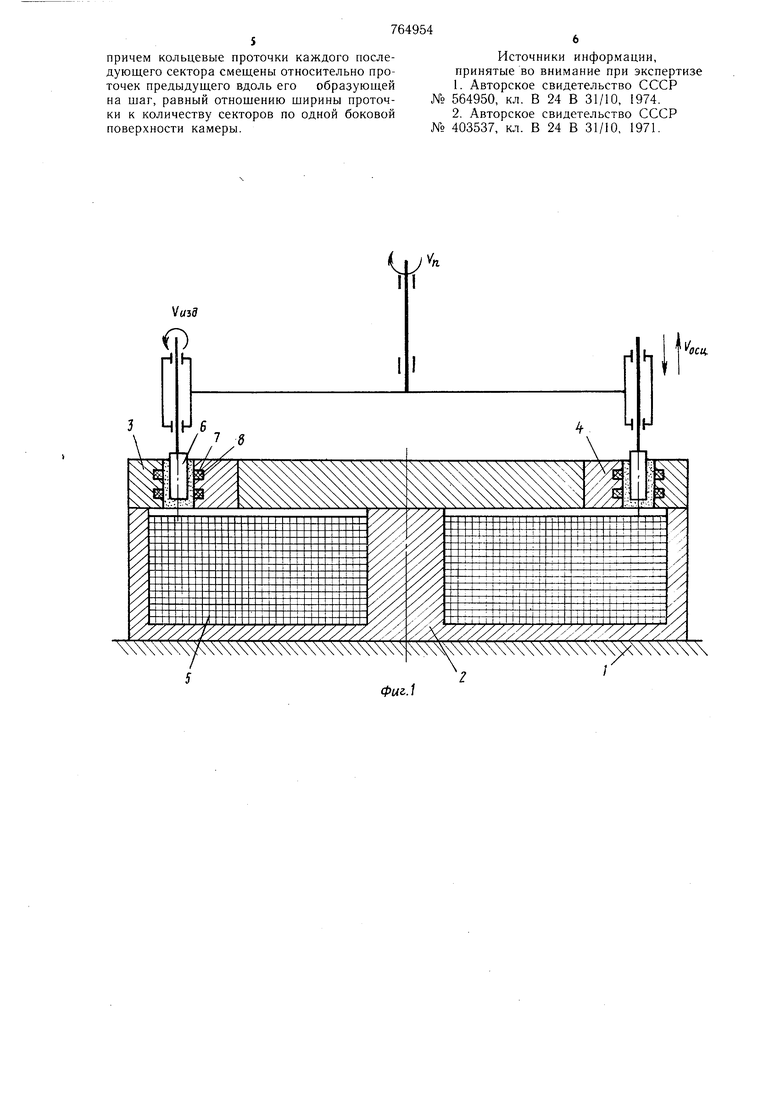
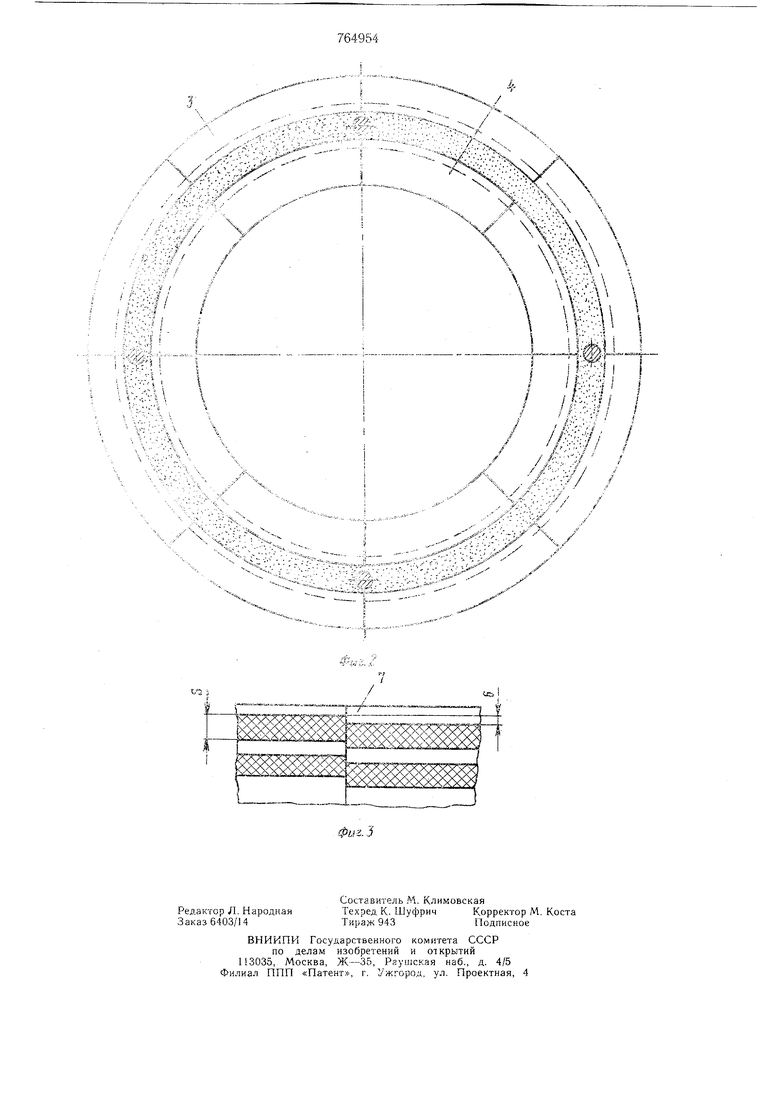
20 Кроме того, при обработке деталей сложной формы преимущественно съем металла происходит на выступающих участках обрабатываемого профиля, так как магнитное поле в рабочем зазоре концентрируется главным образом на выступах. Во впадинах же обрабатываемого профиля съем металла минимальный. Вследствие неравномерного распределения магнитного поля, картина которого определяется формой обрабатываемого изделия, снижается производительность процесса обработки и качество обработанной поверхности. Целью изобретения является повышение производительности обработки. Для этого полюсные наконечники на обеих сторонах кольцевой камеры выполнены в виде секторов, выступы и впадины которых ориентированы большой стороной прямоугольника вдоль кольцевой поверхности камеры. При этом кольцевые проточки каждого последующего сектора смещены относительно проточек предыдущего вдоль его образующей на щаг, равный отнощению ширины впадины к количеству секторов с одной стороны камеры. Получающееся в результате спиралевидное расположение выс;гупов и впадин обеспечивает интенсивный перенос ферроабразивного порошка относительно поверхности обрабатываемого профиля, т.е. в направлении оси кольцевой магнитной системы при сохранении непрерывной обработки по направлению вращения детали относительно оси кольцевой камеры. На фиг. 1 показано устройство, общий вид,разрез; на фиг. 2 - то же, план; на фиг. 3 - развертка поверхности боковой стороны камеры. Устройство состоит из станины 1, на которой установлен кольцевой магнитопровод 2 и полюсные наконечники 3 и 4 в виде секторов, образующие кольцевую камеру. Магнитный поток создается катушкой 5, питаемой от источника выпрямленного тока. Привод сообщает изделию 6 вращение относительно своей оси со скоростью , вращение относительно оси кольцевой магнитной системы со скоростью V и осциллирующее движение вдоль оси вращения изделия. Полюсные наконечники 3 и 4 со стороны кольцевой камеры имеют выступы 7 и впадины 8, образованные кольцевыми проточками причем выступы каждого полюсного наконеч ника на боковой стороне камеры последовательно смещены один относительно другого на шаг, связанный с шириной впадины соотнощением . П, где S - щирина впадины; п - количество секторов одной стороны камеры. Устройство работает следующим образом Изделие 6 помещают в кольцевую камеру между полюсными наконечниками 3 и 4 и сообщают ему вращения; относительно сво ей оси со скоростью VHJA, оси кольцевой маг нитной системы со скоростью осциллирующее движение вдоль оси вращения изделия. Ферроабразивный порощок в процессе обработки удерживается Силами магнитного поля, создаваемого катушкой 5 и магнитопроводом 2. В результате вращения изделия 6 относительно оси кольцевой камеры со скоростью Vn производится непрерывная обработка профиля в указанном направлении движения. Под действие неоднородного магнитного ПОЛЯ, создаваемого в направлении оси кольцевой магнитной системы, происходит наиболее интенсивный перенос ферроабразивного порощка относительно участков поверхности изделия 6 при осциллирующем его движении. Магнитное поле, концентрируясь преимущественно на выступах, создает тангенциальные силы, которые всегда направлены к линии симметрии зубьев. Наличие тангенциальных сил способствует интенсивному перемещению ферроабразивного порощка относительно обрабатываемой поверхности и тем самым повышает производительность процесса обработки. Кроме того, в результате последовательного смещения выступов каждого сектора вершины их концентрируют магнитное поле и на вогнутых участках при обработке сложного профиля. Это дает возможность повысить съем металла с указанных участков и получить равномерную шероховатость обрабатываемого сложного профиля. Проводилась обработка двух партий цилиндрических деталей из стали 45 диаметром 8 мм по 20 деталей в каждой партии. Исходная высота микронеровностей для всех изделий после шлифования соответствует R 0,50-0,60 мкм. После обработки первой партии изделий на предлагаемом устройстве в течение 60 с была получена высота микронеровностей RQ; 0,50-0,60мкм (П класс). При обработке второй партии изделий на известном устройстве та же шероховатость (11 класс) была получена в течение 90с. Таким образом, применение предлагаемого устройства позволяет повысить в 1,5 раза производительность обработки. Формула изобретения Устройство для магнитоабразивной обработки ферроабразивным порошком в магнитном поле деталей, помещаемых в кольцевую камеру, образованную полюсными наконечниками магнитной системы, на рабочих поверхностях которых выполнены прямоугольные выступы и впадины, отличающееся тем, что, с целью повышения производительности обработки, полюсные наконечники выполнены в виде кольцевых секторов, а выступы и впадины на боковой поверхности каждого сектора образованы кольцевыми проточками,
причем кольцевые проточки каждого последующего сектора смещены относительно проточек предыдущего вдоль его образующей на щаг, равный отнощению щирины проточки к количеству секторов по одной боковой поверхности камеры.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 564950, кл. В 24 В 31/10, 1974.
2.Авторское свидетельство СССР 403537, кл. В 24 В 31/10, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком | 1982 |
|
SU1041272A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU779042A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |
| Устройство для магнитно-абразивной обработки деталей | 1978 |
|
SU1069978A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU666060A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
byv.
х
