1
Изобретение относится к области металлообработки, а именно к чистовой обработке отверстий.
Известны оправки для расточки канавок, в которых радиальное перемещение резца осуществляется под действием клина. Эти оправки обеспечивают также снятие фасок и подрезку торпов, но расточка отверстий по длине в них не предусмотрена 1.
Известно устройство для обработки отверстий, корпус которого охватывает оправку, сообщающую перемещение канавочному резцу, и расположен в направляющей втулке. В этом устройстве радиальное перемещение резца осуществляется при помощи двуплечего рычага 2.
Данное устройство является наиболее близким к предлагаемому изобретению по техническому существу и достигаемому результату.
Недостатком такого устройства является невозможность осуществления расточки в упор, так как при помощи двуплечего рычага можно осуществить только обработку канавки.
Целью изобретения является осуществление расточки в упор.
Для этого в предлагаемом устройстве корпус снабжеп расточным резцом и связан с оправкой через пальцы п подпружиненные плтырп, а направляющая втулка выполнена с коническим участком, поверхность которого взаимодействует с одним из торцов пальца, контактирующего в процессе расточки другим
торцом с торцом штыря.
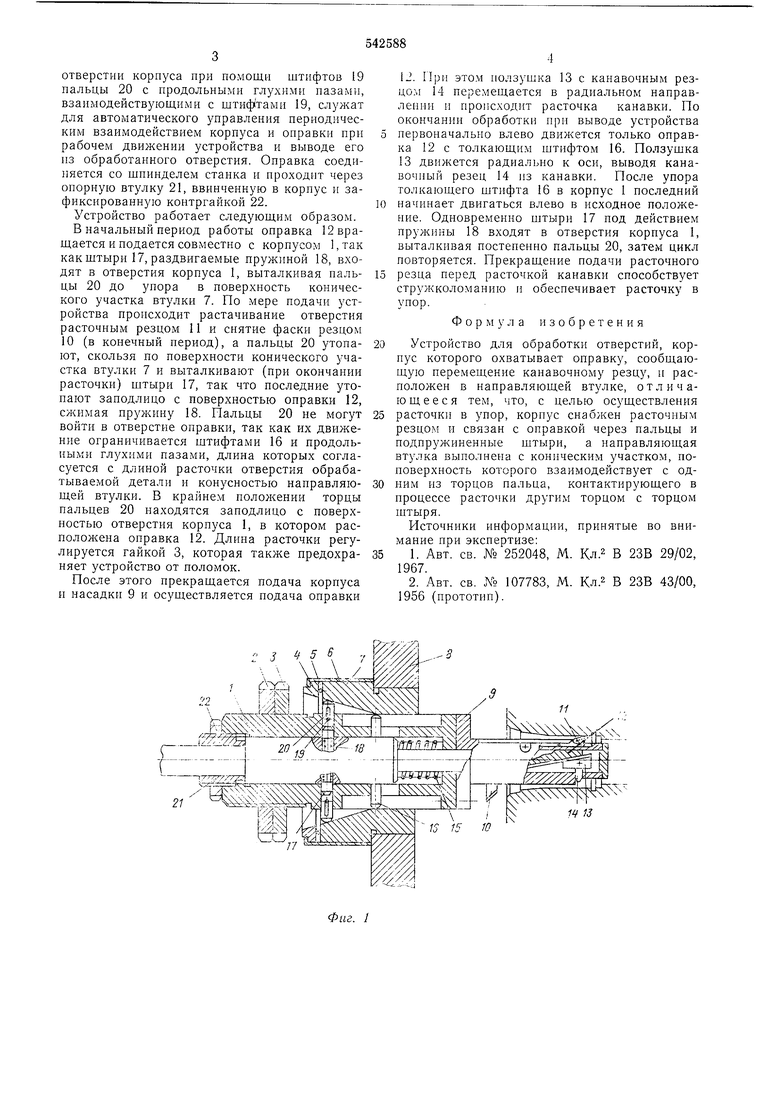
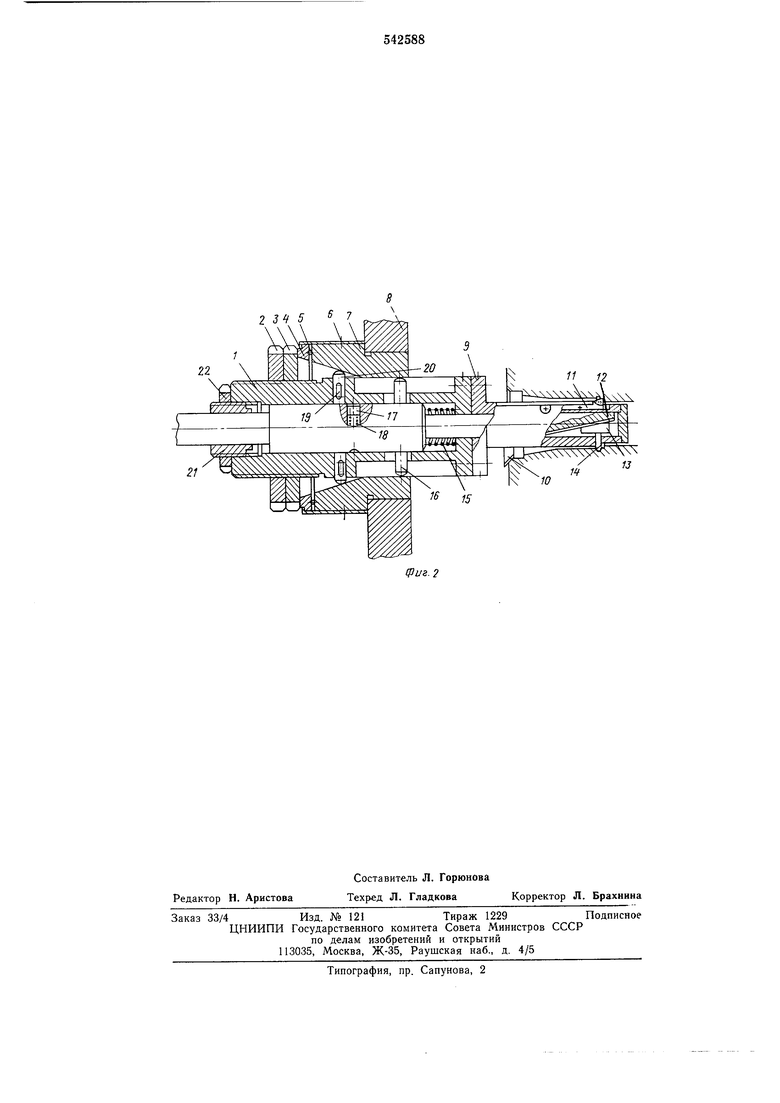
На фиг. 1 изображено устройство для обработки отверстий в начальный период процесса обработки; на фпг. 2 - то же, при окончании расточки.
На корпус 1 навинчены контргайка 2 и упорная гайка 3. Корпус распололсен в направляющей втулке, состоящей из подвижной торцовой шайбы 4, шариков 5, соединенных обоймой 6 с втулкой 7, имеющей конический
участок и установлеппой в коидукторной плите 8. Корпус 1 снабжеп насадкой 9, несущей резец 10 для снятия фаски и расточной резец И. В центральном отверстии насадки 9 находится клиновидная ступень охватываемой корпусом оправки 12, по направляющему пазу которой перемещается ползушка 13 с канавочным резцом 14. Заниженный участок оправки охватывает 15. На средней ступени оправки имеются два поперечных отверстия, одно из которых служит для запрессовки толкающего штифта 16 после сборки с корпусом, а в другом расположены штыри 17 с пружиной 18 между ними, обеспечивающие перподическое соединение оправкп с корпусом. Установленные в поперечном
отверстии корпуса при помощи штифтов 19 пальцы 20 с продольными глухими пазами, взаимодействующими с щтифтами 19, служат для автоматического управления периодическим взаимодействием корпуса и оправки при рабочем движении устройства и выводе его из обработанного отверстия. Оправка соединяется со шпинделем станка и ироходит через опорную втулку 21, ввинченную в корпус и зафиксированную контргайкой 22.
Устройство работает следующим образом.
В начальный период работы оиравка 12 вращается и подается совместно с корпусом 1,так как штыри 17, раздвигаемые пружиной 18, входят в отверстия корпуса 1, выталкивая пальцы 20 до упора в поверхность конического участка втулки 7. По мере подачи устройства происходит растачивание отверстия расточным резцом 11 и снятие фаски резцом 10 (в конечный период), а пальцы 20 утопают, скользя по поверхности конического участка втулки 7 и выталкивают (при окончании расточки) щтыри 17, так что последние утопают заподлицо с поверхностью оправки 12, сжимая пружину 18. Пальцы 20 не могут войти в отверстие оправки, так как их движение ограничивается щтифтамн 16 и продольными глухими пазами, длина которых согласуется с длиной расточки отверстия обрабатываемой детали и конусностью направляющей втулки. В крайнем положении торцы пальцев 20 находятся заподлицо с поверхностью отверстия корпуса 1, в котором расположена оправка 12. Длина расточки регулируется гайкой 3, которая также предохраняет устройство от поломок.
После этого прекращается подача корпуса и насадки 9 и осуществляется иодача оправки
и. При этом иолзушка 13 с канавочным резцом 14 перемещается в радиальном направлепии и происходит расточка канавки. По окончании обработки ири выводе устройства
первоначально влево движется только оправка 12 с толкающим штифтом 16. Ползушка 13 движется радиально к оси, выводя канавочиый резец 14 из канавки. После упора толкающего штифта 16 в корпус 1 последний
начинает двигаться влево в исходное положение. Одновременно щтыри 17 под действием пружины 18 входят в отверстия корпуса 1, выталкивая постепенно пальцы 20, затем цикл повторяется. Прекращение иодачи расточного
резца перед расточкой канавки способствует стружколоманию и обеспечивает расточку в упор.
Формула изобретения
Устройство для обработки отверстий, корпус которого охватывает оправку, сообщающую перемещение канавочному резцу, и расположен в направляющей втулке, отличающееся тем, что, с целью осуществления
расточки в упор, корпус снабжен расточным резцом и связан с оправкой через пальцы и подпружиненные штыри, а направляющая втулка выполнена с коническим участком, поиоверхность которого взаимодействует с одним из торцов пальца, контактирующего в ироцессе расточки другим торцом с торцом штыря.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 252048, М. Кл. В 23В 29/02, 1967.
2. Авт. СБ. Л 107783, М. Кл. В 23В 43/00, 1956 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1976 |
|
SU715229A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Головка для расточки канавок в стенках отверстий | 1987 |
|
SU1618512A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Расточная оправка | 1985 |
|
SU1284722A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| ПАТРОН РАСТОЧНОЙ | 2013 |
|
RU2548555C1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| Расточная оправка | 1976 |
|
SU598703A2 |
| Расточная оправка | 1981 |
|
SU1009625A1 |
. - if 5 S
18
Фиг. 1
11
-МXк
-JS f ff-n - 2 Si 5 7
22
11 12
