(54) РАСТОЧНАЯ ОПРАВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для расточки кольцевых канавок | 1978 |
|
SU766758A1 |
| Расточная оправка | 1978 |
|
SU732079A2 |
| РАСТОЧНАЯ ОПРАВКА | 1969 |
|
SU244074A1 |
| Оправка | 1974 |
|
SU537760A1 |
| Устройство для обработки отверстий | 1974 |
|
SU542588A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Головка для растачивания кольцевых канавок | 1986 |
|
SU1430184A1 |
| Расточная оправка | 1978 |
|
SU776765A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
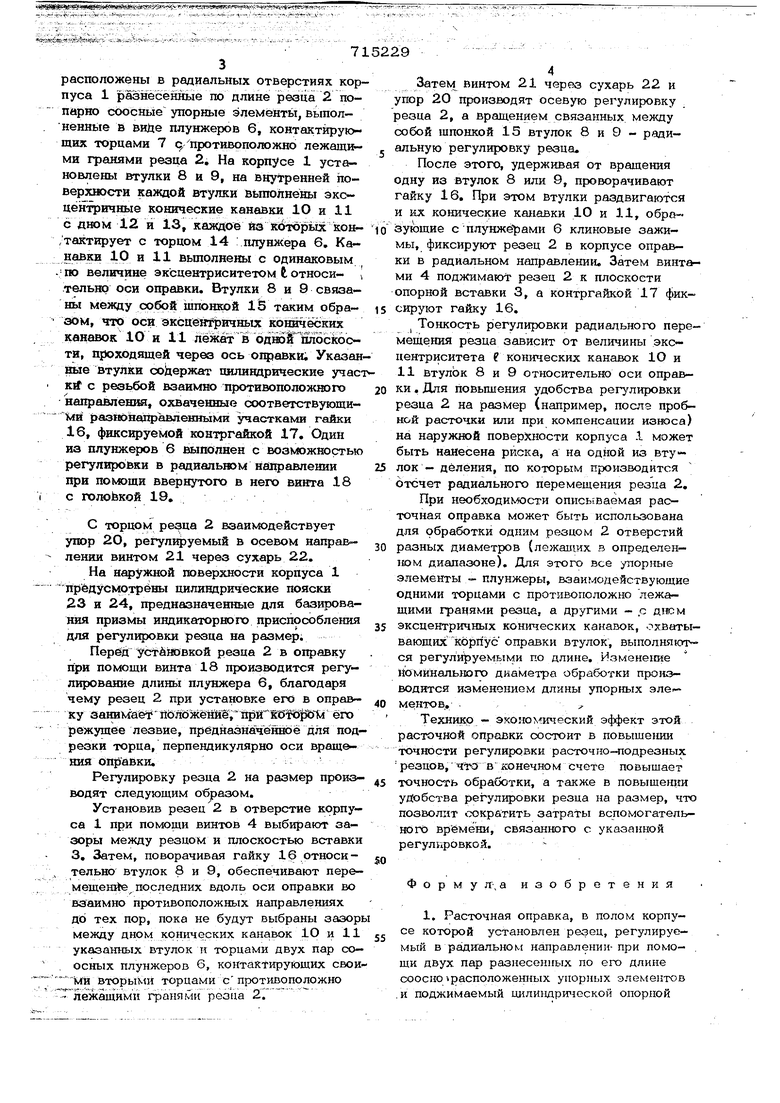
Изобретение относится к области металлообработки и может 6btTb использова но при чистовой обработке отверстий. Наиболее близкой к изобретению по технической сущности и достигаемому ре зультату является расточная оправка, в полом корпусе которой установлен резец, регулируемый в радиальном направлении при помощи двух пар разнесенных но его длине соосно расположенных упорных эле ментов и поджимаемый к цилиндрической опорной вставке винтами fl. Недостатком этой оправки является изменение при регулировке резца главного его угла в плане, вследствие чего не обеспечивается точность настрюйки. Целью изобретения является повышение точности настройки резца. Это достигается тем, что предлагаемая оправка снабже а двумя втулками, которые установлены на корпусе с возможностью синхронного вращения и осевого перемещения, при этом на внутренней поверхности.каждой втулки выполнена эксцентричная коническая канавка, дно которой предназначено для взаимодействия с торцами упорных элементов. В оправке также, по крайней мере, один из упорных элементов выполнен с возможностью регулировки в радиальном направлении. На фиг.1 представлена описываемая ойравка, общий вид;, на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг. 4 - сечение В-В на фиг.1. В осевом отверстиии корпуса 1 оправки расположены резец 2 прямоугольного сечения и цилиндрическая опорная вставка 3, радиус которой равен радиусу отверстия корпуса. Резец 2 с помощью внитов 4 приЛсимается своей боковой поверхностью к вставке 3, которая для лучшего базирования резца вьшолнена самоустанавливающейся в отверстии корпуса 1 благодаря наличию зазоров между штифтами 5 и отверстиями во вставке 3, В плоскости, перпендикулярной осям винтов 4, расположены в радиальных отверстиях кор пуса 1 |разнёсеш1ые по длине резца 2 попарно соосные упорные элементы, выпол- HeHHbie в вийе плунжеров 6, контактйрук щих торцами 7 с/противоположно лежащими гранями резца 2, На корпусе 1 установлены втулки 8 и 9, на внутренней поверхности каждой втулки вьпюпнены экс цёнтричные конические канавки 1О и 11 с дном 12 и 13, каждое из которых кон,тактирует с торцом 14 : плунжера 6. Ка навки 10 и 11 вьшолнены с одинаковым -1Ю величине эксцентриситетом fc относи.тельнр оси оправки. Втулки 8 и 9 связаны между собой: шпонкой 1В таким обрааОм, что оси эксцентричных конических канавок Юн 11 rieiscOT в одной плоскоети, проходящей через ось отфавки; Указан ные втулки содержа цилиндрические учас ки с резьбой взаимно противоположного направления, охваченные соответствующими раз1юяш1равленнымн участками гайки 1б, фиксируемой контргайкой 17, Один из плунжеров 6 выполиен с возможностью регулировки в радиальном неШравлении при помощи ввернутого в него винта 18 с голоЬкой 19. С торцом 2 взаикюдействует упор 20, регулируемый в осевом направлении винтом 21 через сухарь 22 На наружной поверхности корпуса 1 предусмотрены циливдрические пояски 23 и 24, предназначенные для базирования призмы индикаторного приспособления для регулировки резца на размер; ПерёЙ усгйновкой резца 2 в оправку при помощи винта 18 производится регулирование длины плунжера б, благодаря чему резец 2 при установке его в оправку загашен йЬЖжё)ЕШ1,1фй 1®тс1рУ ё режущее лезвие, предназначенное Для подрезки торца, перпендикулярно оси оправки. Регулировку резца 2 на размер пронзводят следующим ot pa3OM. Установив резец 2 в отверстие корпуса 1 при помощи винтов 4 выбирают зазоры между резцом и плоскостью вставки 3. Затем, поворачивая гайку 16 относительно втулок 8 и 9, обеспечивают пере- мещеш е последних вдоль оси оправки во взаимно противоположных направлениях до тех пор, пока не будут выбраны зазор между дном конических канавок 1О и 11 укааанных втулок и торцами двух пар соосных плунжеров 6, контактирующих свои МИ вторыми торцами с-противоположно лёжаЫимн гранями резца
715229 Затем винтом 21 через сухарь 22 и упор 20 производят осевую регулировку езца 2, а вращением связанных между собой шпонкой 15 втулок 8 и 9 - ради- альную регулировку резца. После этого, удерживая от вращения одну из втулок 8 или 9, проворачивают гайку 18. При этом втулки раздвигаются и кх конические канавки 10 и 11, оброзующие с плунжерами 6 клиновые зажимы, фиксируют резец 2 в корпусе оправки в радиальном направлении. Затем винтами 4 поджимают резец 2 к плоскости опорной вставки 3, а контргайкой 17 фиксируют гайку 16. Тонкость регулировки радиального перемещения резца зависит от величины эксаентриситета € конических канавок 1О и 11 втулок 8 и 9 относительно оси оправки, Для повышения удобства регулировки резца 2 на размер (например, после пробной расточки или при компенсации износа) на наружной поверхности корпуса 1 может быть нанесена риска, а на одной из вту- лок - деления, по которым производится отсчет радиального перемещения резца 2. При необходимости описьгваемая расточная оправка может быть использована для рбработки одним резцом 2 отверстий разных диаметров {лежащих в определен1К м диапазоне). Для этого все упорные элементы - плунжеры, взаимодействующие одними торцами с противоположно лежащими гранями резца, а другими - .с Д1юм эксцентричных конических канавок, охватывающих корпус оправки втулок, выполнякгг ся регулфуемыми по длине. Изменегше нЬмйналыюго диаметра обработки производится изменением длины упорных эле-- ментов. . Технике - экономический эффект этой расточной состоит в повыше1ши точности регулировки расточно-подрезных резцов,ЧТО В конечном счете повышает точность обработки, а также в повышении удобства регулировки резца на размер, что позволит сократить затраты вспомогательного времени, связанного с указанной регулировкой. Формул-, а изобретения L Расточная оправка, в полом корпу которой установлен резец, регулируемый в радиальном направлении-при помоЩИ двух пар разнесенных по его длине соосно расположенных ynopiibix элементов .и поджимаемый шптщртескои опорной
вставке винтами, отлнчающаяс я тем, что, с целью повышения точгюсти настройки, оправка снабжена двумя втулками, которые установлены на корпусе с возможностью синхронного вр)31цения и осевого перемещения, при этом на внутренней поверхности каждой втулки выполнена эксцентричная коническая канавка, дно которой предназначено для взаимодействия
с торцами упорных элементов.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР
10 № 244074, кл. В 23 В 29/О2, 1968.
Х-; .
I I ни I Imll. . .
Фиг.7
в-в
