1
Изобретение относится к области абразивной электрохимической обработки и касается инструментов для хонингования отверстий.
Известны устройства для электрохимического хонингования, выполненные в виде цельного цилиндрического корпуса, являющегося катодом, в пазы которого устанавливаются держатели с абразивными брусками, где время воздействия электрического тока на обрабатываемую поверхность определяется положением управляемой диэлектрической шторки.
Недостатками таких устройств являются ненадежность изоляции активной рабочей зоны катода-инструмента, сложность изготовления, сборки и управления диэлектрической шторкой, что приводит к снижению точности и увеличению стоимости электрохимического хопипгования.
Целью изобретения является обеспечение равномерного съема припуска по всей длине обрабатываемого отверстия при электрохимическом хонинговании как глухих, так и сквозных отверстий.
Для этого в предлагаемом устройстве токопроводящая рабочая головка выполнена в виде плунжерно-цилиндрической пары, цилиндр которой образован набором чередующихся токопроводящих и диэлектрических пластин, расположенных непараллельно его
оси, а плунжер выполнен в виде уплот {енного по внутренней поверхности этого цилиндра полого штока, внутри которого упруго установлена подвижная в осевом направлении заглушка, воспринимающая воздействие токоироводящей жидкости при движенпи плунжера в цилиндре, последовательно замыкая или размыкая токопроводящие пластины.
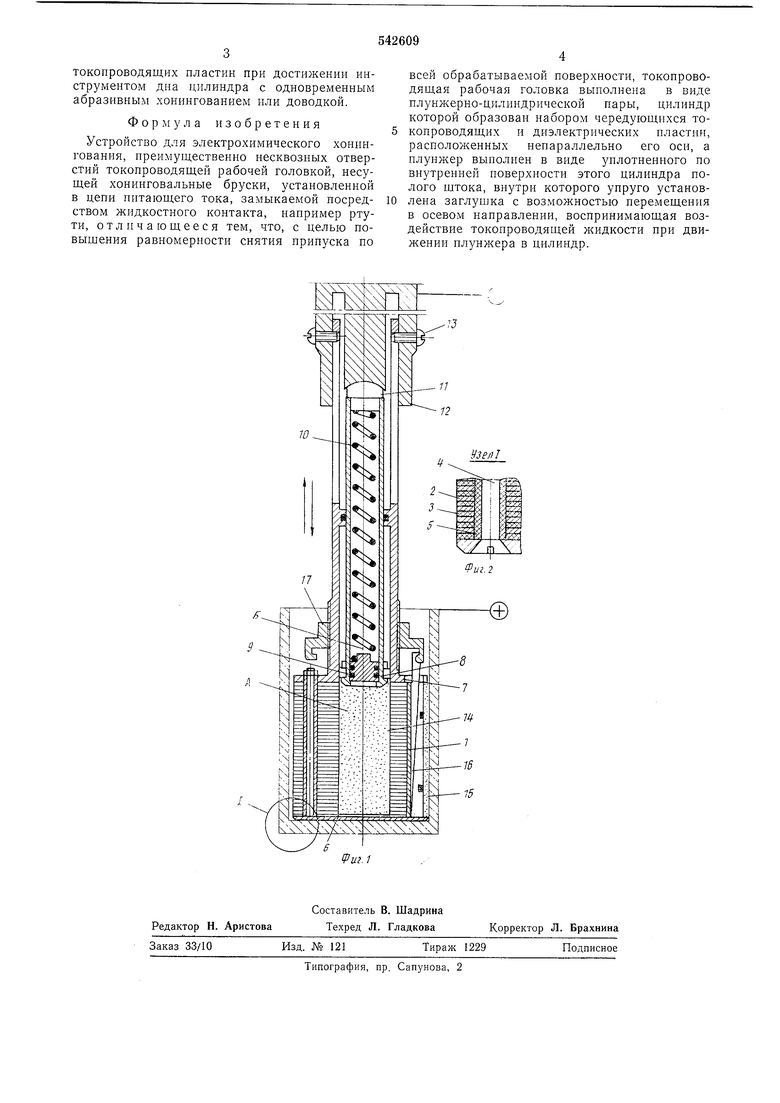
На фиг. 1 схематически представлено предлагаемое устройство, продольный разрез; на фиг. 2 - часть продольного сечения с последовательным расположением токопроводящих и диэлектрических пластин.
Головка 1 выполнена из токопроводящих и
диэлектрических пластин 2 и 3, скреиленных винтом 4 и диэлектрической втулкой 5 между фланцем 6 и корпусом 7. В корпусе 7 расиоложен илунжер 8 с заглушкой 9, пружиной 10 и упоро.м 11, разделяющей полости А и Б.
Корпус 7 установлен в штоке 12 п фиксируется от проворота сухарями 13. Полость А заполнена текучей токопроводящей массой 14. В пазах головки расположены хонинговальиые нетокопроводящие бруски 15, которые регулируются с помощью клина 16 п гайки 17. Такое выполнение предлагаемого устройства позволяет осуществлять процесс равномерного электрохимического растворения металла с обрабатываемой поверхности за счет
последовательного выключения и включеиия
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для электрохимической обработки | 1980 |
|
SU929383A2 |
| Электрод-инструмент для абразивного электрохимического хонингования глухих отверстий | 1972 |
|
SU437598A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
| Хонинговальная головка | 1983 |
|
SU1151401A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
