(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для электрохимической обработки | 1979 |
|
SU854666A1 |
| Хонинговальная головка | 1983 |
|
SU1151401A1 |
| Хонинговальная головка | 1975 |
|
SU649539A1 |
| Хонинговальная головка | 1987 |
|
SU1442340A1 |
| Электрод-инструмент для абразивного электрохимического хонингования глухих отверстий | 1972 |
|
SU437598A1 |
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
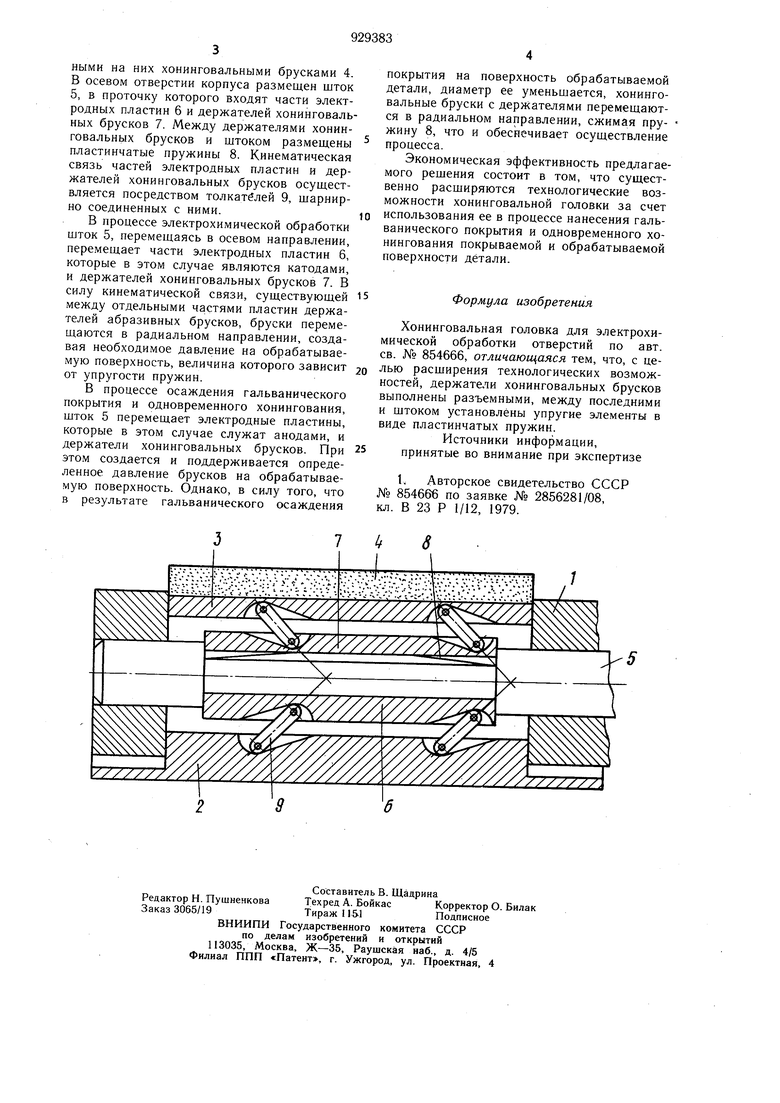
Изобретение относится к электрохимической обработке и может быть использовано для обработки точных отверстий. По основному авт. св. № 854666 известна хонинговальная головка, содержащая корпус с продольными пазами и осевым отверстием. В продольные сквозные пазы корпуса входят катодные пластины и держатели хонинговальных брусков, на которых закреплены хонинговальные бруски. В осевом отверстии корпуса размещен щток. Кинематическая связь катодных пластин и держателей хонинговальных брусков со щтоком осуществляется посредством толкателей, взаимодействующих с держателями абразивных брускрв и катодными пластинами с одной стороны и штоком с другой. Такая хонинговальная головка тгредназначена для электрохимической обработки, в процессе которой происходит съем припуска и, соответственно, увеличение диаметра обрабатываемого отверстия C-iH. Цель изобретения - расщирение технологических возможностей хонинговальной головки. Поставленная цель достигается тем, что держатели хонинговальных брусков выполнены разъемными, с щарнирным соединением их отдельных частей, а между держателями брусков и щтоком установлены упругие элементы в виде пластинчатых пружин. Предлагаемое выполнение позволяет абразивным бруском соверщать обратный ход в радиальном направлении в процессе нанесения гальванического покрытия и одновременного хонингования покрываемой и обрабатываемой детали. Обратный ход в этом случае необходим, так как в процессе нанесения гальванического покрытия происходит уменьшение диаметра обрабатываемой поверхности детали. При отсутствии возможности обратного хода возникают слишком больщие давления абразивных брусков на обрабатываемую поверхность, что может привести либо к поломке инструмента, либо покрытие полностью срезается абразивными брусками. На фиг. представлена хонинговальная головка, общий вид. Хонинговальная головка содержит корпус 1 с продольными пазами и осевым отверстием. В продольные пазы корпуса входят части электродных пластин 2 и держателей хонинговальных брусков 3 с закрепленными на них хонинговальными брусками 4. В осевом отверстии корпуса размещен шток 5, в проточку которого входят части электродных пластин 6 и держателей хонинговальных брусков 7. Между держателями хонинговальных брусков и штоком размещены пластинчатые пружины 8. Кинематическая связь частей электродных пластин и держателей хонинговальных брусков осуществляется посредством толкателей 9, щарнирно соединенных с ними.
В процессе электрохимической обработки шток 5, перемещаясь в осевом направлении, перемещает части электродных пластин б, которые в этом случае являются катодами, и держателей хонинговальных брусков 7. В силу кинематической связи, существующей между отдельными частями пластин держателей абразивных брусков, бруски перемещаются в радиальном направлении, создавая необходимое давление на обрабатываемую поверхность, величина которого зависит от упругости пружин.
В процессе осаждения гальванического покрытия и одновременного хонингования, шток 5 перемещает электродные пластины, которые в этом случае служат анодами, и держатели хонинговальных брусков. При этом создается и поддерживается определенное давление брусков на обрабатываемую поверхность. Однако, в силу того, что в результате гальванического осаждения
покрытия на поверхность обрабатываемой детали, диаметр ее уменьшается, хонинговальные бруски с держателями перемещаются Б радиальном направлении, сжимая пружину 8, что и обеспечивает осуществление процесса.
Экономическая эффективность предлагаемого решения состоит в том, что существенно расширяются технологические возможности хонинговальной головки за счет использования ее в процессе нанесения гальванического покрытия и одновременного хонингования покрываемой и обрабатываемой поверхности детали.
Формула изобретения
Хонинговальная головка для электрохимической обработки отверстий по авт. св. № 854666, отличающаяся тем, что, с целью расщирения технологических возможностей, держатели хонинговальных брусков выполнены разъемными, между последними и щтоком установлены упругие элементы в виде пластинчатых пружин.
Источники информации,
принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 854666 по заявке № 2856281/08, кл. В 23 Р 1/12, 1979. 7 4 6
