1
Изобретение относится к области электротехники и нредназначено для изготовле)ия электрощеток из порошковых материалов с занрессованным токоподводящим проводом.
Известен способ изготовления электрических щеток, нри котором токоподводящий ировод заделывают в тело щетки одновременно с ее прессованием, носле чего щетку в зависимости от ее компоне 1тного состава подвергают (либо ие подвергают) дальнейщей термообработке ,н механически обрабатывают.
Так, наиример, известен сноеоб изготовления металлографитиых щеток, содержаи1,их, иапример, медь, графит, свинец (щетки марок МГС-7, МГС-8 и др.), ири котором в матрицу засыпают нресспорощок, затем на новерхиость порошка вручиую, либо с помощью механизма укладывают два металлических проводника таким образом, чтобы они образовывали на поверхности норошка два полукольца, нанравленных закругленными участками к центру матрицы. Ири этом свободные концы проводов выходят за пределы .матрицы. Иосле чего в .матрицу досыпают ирессиоронюк и осун1ествляют ирессова {ие блока. Онрессованный блок извлекают из матрицы и разрезают таким образом, чтобы нолучить две щетки, каждая из которых содержит заирессованпый в ее тело токоведущий провод (1).
Однако ири этом, во- 1срвых, требуется значительная точность npi укладке провода в пресс-форму, так как в случае, если закругленная часть провода окажется за серединой блока, на рабочую новерхность щетки будут выходить его концы. Это прпводит к быстрому выходу из строя коллектора. Во-вторых, если во избежание выхода обрезанных концов провода на рабочую новерхность HICTKH петлю образовывать недалеко от нерабочей части HteTKH, место заделки окажется ослаб.ченпым и возможен выход н,етки из строя из-за вырыва провода из тела 1цетки во время эксплуатации. В-третьих, укладка провода - процесс трудно механизируемый и. следовательно, сннжаюнип производительность.
Известно применеине волокнистых углеродистых нитей в качестве ировода для идеток из порошковых матерпалов (2). Но углеродистые ннти мягче медных, занравнть их в массу сложно, а зона заделки неонределенна. Поэтому для заделки но указанному способу необходимо или нрименять снецнальные нриснособлсн; я, гарантирующие заделку на определенную глубину, нлн нроизводнть контро.ть и отбраковку Н1СТОК но зоне заделки. В обоих случаях технология жнотовления щеток сложна.
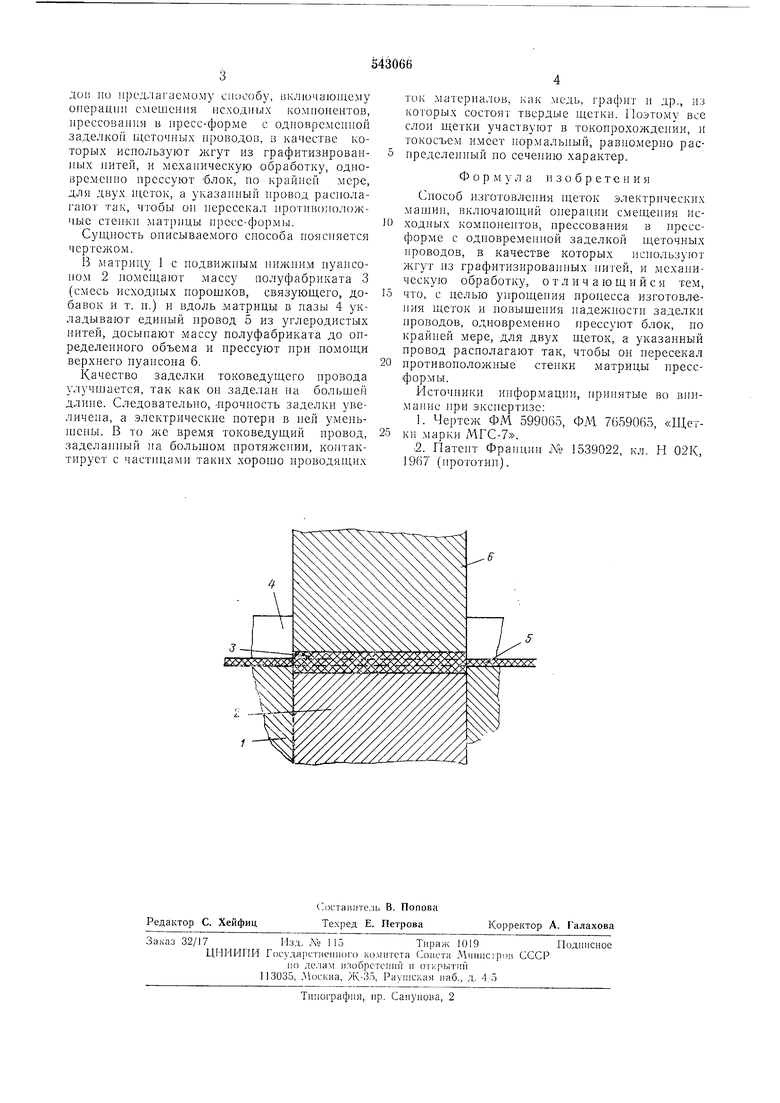
Для унрощення нроцесса изготовления щеток Н новыгнення надежности заделки нровоД01) по прел; агаемому способу, включающему операции смешения исходных компонентов, нрессования в пресс-форме с одповремеппой заделкой щеточных нроводов, в качестве которых используют жгут из графитизированных нитей, и механическую обработку, одновременно прессуют блок, по крайней мере, для двух щеток, а указанный нровод располагают так, чтобы он пересекал протннозголожиые етенКН матрнцы нреес-формы. Сущность описываемого способа пояспяется чертежом. В матрицу 1 с подвижным нижним пуансопом 2 помещают массу полуфабриката 3 (смесь исходных норощков, связующего, добавок и т. н.) и вдоль .матрицы в пазы 4 укладывают единый провод 5 из углеродистых питей, досынают массу полуфабриката до определенного объема и прессуют при помощи верхнего пуапсона 6. Качество заделки токоведущего провода улучшается, так как он заделан па большей длине. Следовательно, прочность заделки у зеличена, а электрические потери в ней умеиь нены. В то же время токоведущнй провод, заделанный на больщом протяжении, контактирует с частицами таких хорошо проводящих ток материалов, как медь, графит н др., из которых состоят твердые щетки. Поэтому все слои щетки участвуют в токопрохождении, н токосъем имеет нормальный, равномерно распределенный по сечению характер. Формула изобретения Способ нзготовления пдеток электрических мапши, включающий операции смещения исходных компонентов, прессования в прессформе с одновременной заделкой щеточных нроводов, в качестве которых используют жгут из графитизироваипых питей, и jMexannческую обработку, отличающийся тем, что, с целью упрощепия процесса изготовлепия щеток и повыщепия падежпости заделки прессуют блок, по проводов, одновременно крайней мере, для двух щеток, а указанный чтобы он пересекал провод раеполагают так. противоположные стенки матрицы прессформы. Источники информации, принятые во внимание при экспертнзе: 1. Чертеж ФМ 599065, ФМ 7659065, «Щеткн марки МГС-7. а. Патент Франции № 1539022, кл. П 02К, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Щетка для электрических машин | 1977 |
|
SU677031A1 |
| Металлокерамическая щетка для электрических машин | 1975 |
|
SU542276A1 |
| Способ изготовления металлокерамических щеток | 1975 |
|
SU527785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2535932C2 |
| Конопаточный порошок для крепления токоведущего провода к щетке | 1976 |
|
SU609157A1 |
| Способ крепления токоведущего провода к щетке | 1976 |
|
SU614485A1 |
| Щетка для электрических машин | 1980 |
|
SU970525A1 |
| Конопаточный порошок для крепления токоведущего провода в тело щетки | 1978 |
|
SU729707A1 |
| Металлокерамическая щетка для электрических машин | 1977 |
|
SU658636A1 |
| Способ изготовления металлографитных щеток | 1977 |
|
SU624330A1 |
