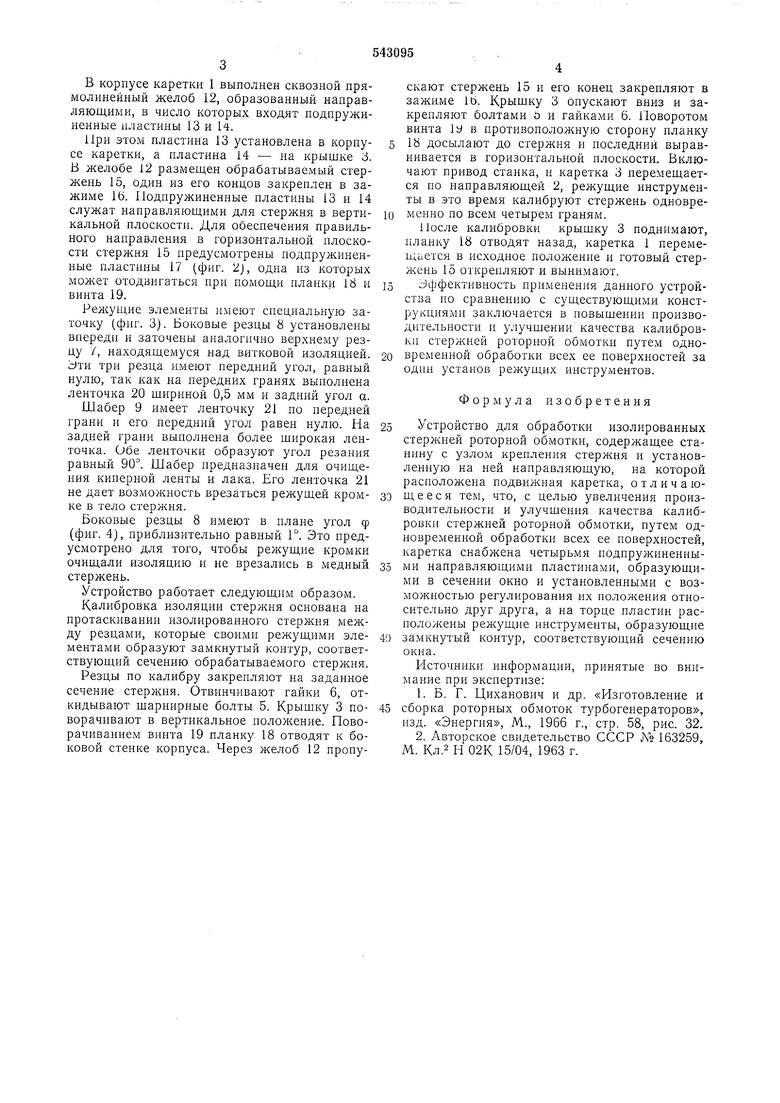
Изобретение относится к технологическому оборудованию для изготовления электрических машин, в частности калибровки изолированных стержней роторно обмотки и может быть исиользовано в электротехнической промышленности. Известно устройство для обработки витковой изоляции на полувитках катушки, содержаш,ее станину н расноложенный на ней узел крепления обрабатываемого стержня . Недостатком известного устройства является трудоемкость операций ручной обработки стержня, что ириводит к низкой производительности труда. Известно также устройство для обработкн изолированных стержней роторной обмотки, содержащее станину с узлом крепления стержня и установленную на ней направляющую, на которой расположена подвижная каретка 2. Недостатком этого устройства является непригодность его для калибровки изолированных стержней роторной обмотки турбогеиераторов. Целью изобретения является увеличение производительности труда и улучшение качества калибровки стержней роторной обмотки, путем одновременной обработки всех ее поверхностей. Указаииая иель достигается тем, что каретка снабжена четырьмя подиружииенными направляющими пластинами, образующими в сечении окио и установленными с возмол-;иостью регулирования их положения относнтельно друг друга, а на торце иластин расположены режущие инструменты, образующие замкнутый контур, соответствующий сечению окна. На фиг. 1 изображено предлагаемое устройство, общий вид; иа фиг. 2 - вид ио стрелке Б на фиг. 1; иа фиг. 3 - расиолол ен11е режущих инструментов; на фиг. 4 - разрез по А-А иа фиг. 3. Устройство содерл ит иодвижную каретку 1, иеремещающуюся ио нанравляющей 2 ири помощи цеиной передачи (на чертежах не показана). На каретке 1 установлена откидная крышка 3 с осями 4. В опушенном состоянии крышка поджата к корпусу болтами 5 и гайками 6. На крышке закреплен резец 7, а на корпусе закренлеиы два боковых резца 8 и шабер 9. Резцы установлены с возможностью иеремещення ио своим направляющнм пазам при помощи настроечных винтов 10 и могут стопориться болтами 11 с Т-образными головками. Таким образом режущие инструменты образуют свонми режущими кромками замкнутый контур.
В корпусе каретки 1 выполнен сквозной прямолинейный желоб 12, образованный направляющими, в число которых входят подиружнненные пластины 13 и 14.
При этом пластина 13 установлена в корнусе каретки, а пластина 14 - на крышке 3. В желобе 12 размещен обрабатываелмый стержень 15, один из его концов закреплен в зажиме 16. Подпружиненные пластины 13 и 14 служат направляющими для стержня в вертикальной плоскости. Для обеспечения правильного направления в горизонтальной нлоскости стержня 15 предусмотрены подпружиненные пластины 17 (фиг. 2j, одна из которых может отодвигаться при помощи нлаики 18 и винта 19.
Режущие элементы имеют специальную заточку (фиг. 3). Боковые резцы 8 установлены впереди и заточеиы аналогично верхнему резцу /, находящемуся над витковой изоляцией. три резца имеют передний угол, равный нулю, так как на передних гранях вьшолнена ленточка 20 шириной 0,5 мм и задний угол а.
Шабер 9 имеет ленточку 21 по передней грани и его передний угол равен нулю. На задней грани выполнена более широкая ленточка. Обе ленточки образуют угол резания равный 90°. Шабер предназначен для очищения кипериой ленты и лака. Его ленточка 21 не дает возможность врезаться режущей кромке в тело стержня.
Боковые резцы 8 имеют в плане угол ф (фиг. 4), приблизительно равный 1 Это предусмотрено для того, чтобы режущие кромки очищали изоляцию и не врезались в медный стержень.
Устройство работает следующим образом.
Калибровка изоляции стержня основана на протаскиваиии изолированного стержня между резцами, которые своими режущими эле-40 ментами образуют замкнутый контур, соответствующий сечению обрабатываемого стержня. Резцы по калибру закрепляют на заданное сечение стержня. Отвинчивают гайки 6, откидывают шарнириые болты 5. Крышку 3 по-45 ворачивают в вертикальное ноложение. Поворачиванием винта 19 планку 18 отводят к боковой стенке корпуса. Через желоб 12 пропускают стержень 15 и его конец закренляют в зажиме 1Ь. Крышку 3 онускают вниз и закрепляют болтами о и гайками 6. Поворотом винта 1У в противоположную сторону планку 18 досылают до стержня и носледний выравнивается в горизоитальиой плоскости. Включают привод станка, и каретка 3 неремещается по направляющей 2, режущие инструменты в это время калибруют стержень одновременно по всем четырем граням.
После калибровки крышку 3 поднимают, планку 18 отводят назад, каретка 1 перемещается в исходное положение и готовый стержень 15 открепляют и вынимают.
Эффективность применения данного устройства по сравнению с существующими конструкциямн заключается в повышении производительности и улучшении качества калибровки стержней роторной обмотки иутем одновременной обработки всех ее иоверхностей за один уставов режущих инструментов.
Формула изобретения
Устройство для обработки изолированных стержией роторной обмотки, содержащее станину с узлом крепления стержня и установленную на ней направляющую, на которой расположена подвижная каретка, отличающееся тем, что, с целью увеличения производительности и улучшеиия качества калибровки стержней роторной обмотки, путем одновременной обработки всех ее поверхиостей, каретка снабжена четырьмя иодпружиненными направляющими пластинами, образующими Б сечении окно и устаиовленными с возможностью регулирования их положения относительно друг друга, а на торце пластин расположены режущие инструменты, образующие замкиутый контур, соответствующий сечению окна. Источники информации, принятые во внимание при экспертизе: 1. Б. Г. Циханович и др. «Изготовление и сборка роторных обмоток турбогенераторов, изд. «Энергия, М., 1966 г., стр. 58, рис. 32. 2. Авторское свидетельство СССР N° 163259, М. Кл.2 И 02К 15/04, 1963 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Якорь электрической машины с газовымОХлАждЕНиЕМ | 1977 |
|
SU853742A1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1972 |
|
SU492964A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТОРЦОВ ТРУБ | 2016 |
|
RU2638484C1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Устройство для наложения изоляции на стержневые обмотки электрической машины | 1983 |
|
SU1101978A1 |
| Стержень обмотки статора электрической машины | 1976 |
|
SU690591A1 |
| Механизированная пресс-форма | 1978 |
|
SU765942A1 |
| Устройство для обработки стержней роторной обмотки | 1981 |
|
SU966818A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 2002 |
|
RU2245747C2 |
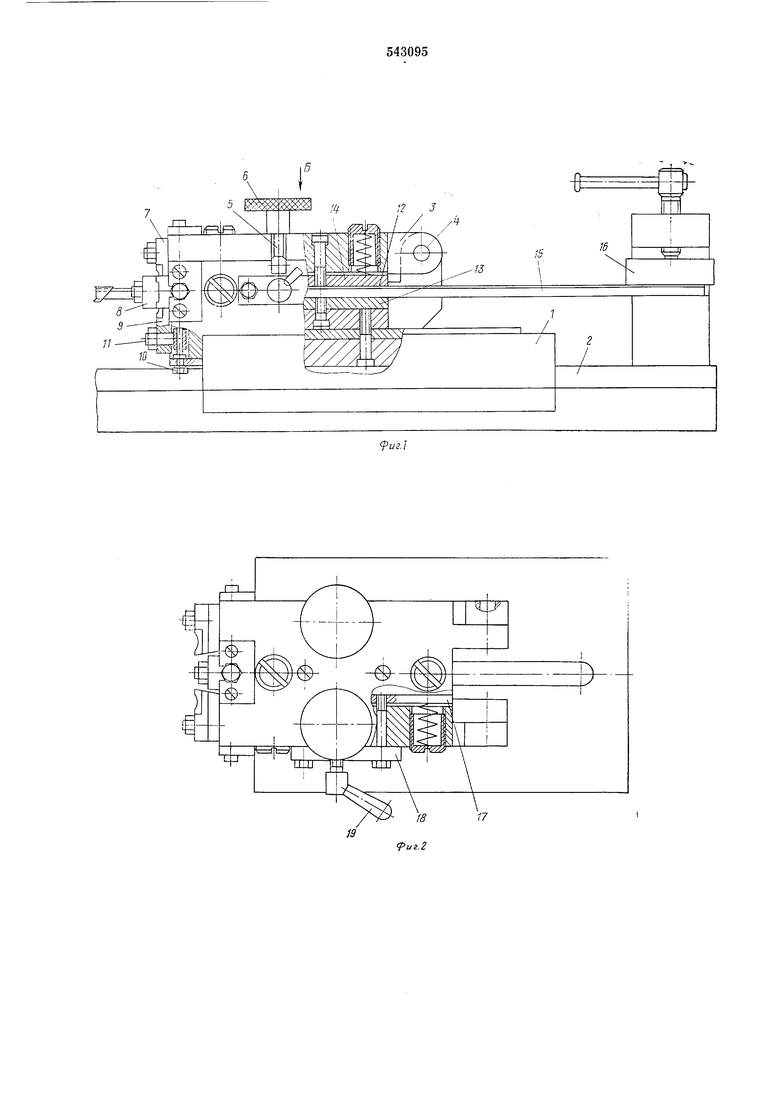
Риг.З А-А
