(5) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕРЖНЕЙ РОТОРНОЙ ОБМОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки изолированных стержней роторной обмотки | 1974 |
|
SU543095A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| Пишущая машина брайлевским шрифтом для слепых | 1936 |
|
SU48371A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| УСТАНОВКА ДЛЯ КЛЕПКИ | 1972 |
|
SU327962A1 |
| Устройство для обработки планирного лючка и планирной дверцы двери коксовой печи | 1990 |
|
SU1772124A1 |
| Устройство для изготовления шнеков | 1979 |
|
SU854506A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| ПРИБОР ДЛЯ ШТРИХОВАНИЯ | 2014 |
|
RU2578580C1 |
1
Изобретение относится к техноло- гическому оборудованию для обработки стержней роторной обмотки электрических машин и может быть использовано в электротехнической промышленности.
Известно устройство для обработки роторной обмотки, содержащее станину с узлом крепления стержня и установленный на ней направляющий элемент, на котором расположена подвижная каретка с механизмом для крепления резцов Cl J.
Недостатком данного устройства является низкое качество изготавливаемых стержней, так как в процессе обработки стержней не обеспечивается необходимая точность их размеров из-за отжатия .или врезания резцов в процессе перемещения подвижной каретки вдоль стержня, например, при обработке стержней после фрезеровки в них вентиляционных каналов при удалении наплывов металла, образовавшегося при фрезеровке.
Цель изобретения - повышение качества изготавливаемых стержней за счет обеспечения точности размеров.
Поставленная цель достигается-тем, что механизм для крепления резцов выполнен в виде U-образной планки с фигурными вырезами на боковых стен- ках, закрепленной на каретке, и плас10тины, установленной внутри планки, снаб.енной цилиндрическими пальцами, расположенными в фигурных вырезах планки, и приводом ее перемещения, при этом на рабочих поверхностях план15ки и пластины выполнены выступы, расположенные друг против друга, а резцы установлены между выступами.
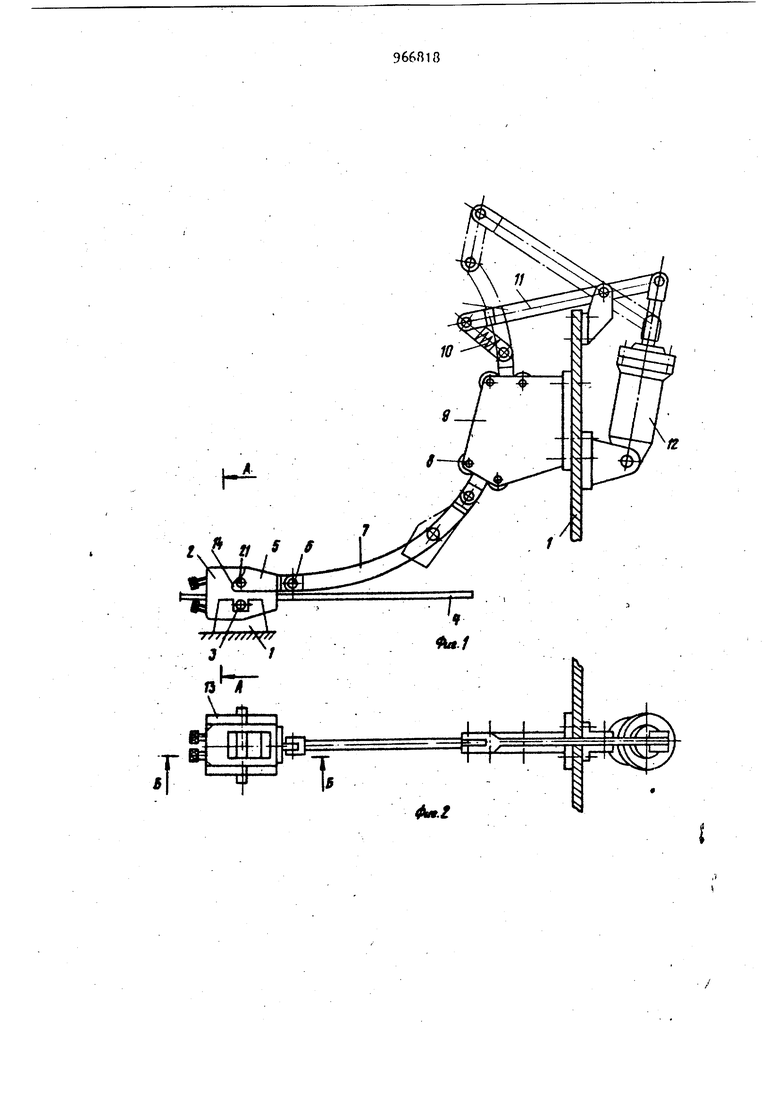
На фиг. 1 показано устройство для обработки стержней роторной обмотки,
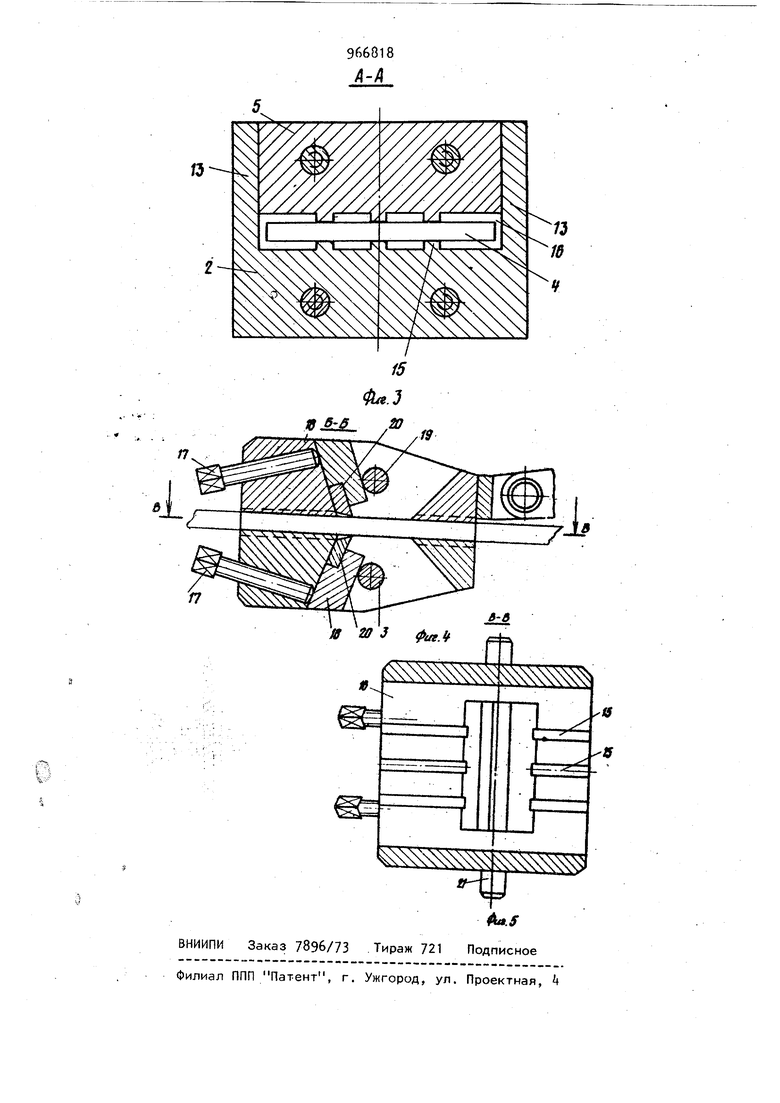
20 общий вид; на фиг. 2 - то же, план; на фиг. 3 разрез А-А на фиг. 1; на фиг. k - разрез Б-Б на фиг. 2; на, фиг, 5 разрез В-В на фиг. 4. 39 Устройство для обработки стержней роторной обмотки состоит из станины с узлом крепления стержня (не показа ны) и установленного на ней направля щего элемента (не показан), на котором расположена подвижная каретка 1 с механизмом для крепления резцов. Механизм для крепления резцов состоит из и-образной планки 2, шарнирно закрепленной с помощью оси 3 на подвижной каретке, которая может перемещаться вдоль обрабатываемого стерж ня t , и пластины 5, установленной внутри и-образной планки 2 и шарнир но закрепленной с помощью оси 6 на дугообразной штанге 7, размещенной между роликами 8 корпуса 9, закрепленного также на подвижной каретке 1 Верхняя часть дугообразной штанги 7 через подпружиненную тягу 10 соеди- нена с рычагом. 11, который, а свою очередь, соединен с приводом перемещения пластины 5, выполненным в ви де пневмоцилиндра 12. и-образная планка 2 имеет две боковые вертикальные стенки 13 (фиг.2 и 3) с фигурными вырезамиИ (фиг. В и-обраэной планке 2 и пластине на рабочих поверхностях со стороны контакта со стержнем выполнены выступы 15 и канавки 16, расположенные друг против друга (фиг. 3). В и -образной планке 2 и пластине с помощью болтов 17 и нажимных элементов 18 с упором на оси 3 и 19 жест ко закреплены вровень с выступами 15 резцы 20 с отрицательным углом на передней грани. Пластина 5 снабжена дву мя цилиндрическими пальцами 21, которые расположены а фигурных вырезах 1 U-образной планки. Устройство для обработки стержней роторной- обмотки работает следую1чим образом. В U-образную планку 2 между стенками 13 закладывается обрабатываемый медный стержень k таким образом,что нетронутая фрезеровкой поверхность Ц контактирует с продольными выступами 15, а вентиляционные отверс утолщения стержня, располотия, т.е. жены в канавках 16. Причем стержень имеет два ряда вентиляционных отверстий с обеих сторон. 8.4 Под действием пневмоцилиндра 12, пластина 5 входит между боковыми стенками 13 и-образной планки 2 и цилиндрическими пальцами 21, контактирует с наклонными поверхностями фигурных вырезов It, поджимаясь к ним подпружиненной тягой 10. Выступы 15 упираются в нетронутую фрезеровкой поверхность обрабатываемого стержня А с обеих сторон, а канавки 16, перегороженные резцами 20, располагаются на пути фрезерованных otвepcтий и возможных наплывов меди в этих местах. Таким o6pia3OM, без каких-либо регулировок, между U -образной планкой 2 и пластиной 5 образуется окно, равное нормальной толщине обрабатываемого стерх ня. перемещаясь вдоль обрабатываемого стеркня 4, резцы 20 снимают утолщения меди, т.е. калибруют стержень. Изобретение позволяет повысить качество изготавливаемых стержней за счет обеспечения точности размеров. Формула изобретения Устройство для обработки стержней роторной обмотки, содержаи1ее станину с узлом крепления стержня и установленныи на ней направляющий элемент, на котором расположена подвижная каретка с механизмом для крепления резцов, отличающееся тем. ЧТО, с целью повышения качества изготавливаемых стержней за счет обеспечения точности размеров, механизм для крепления резцов.выполнен в виде и-6бразной планки с фигурными вырезами на боковых стенках, закрепленной на каретке, и пластины, установленной внутри планки, снабженной цилиндрическими пальцами, расположенными в фигурных вырезах планки, и приводом ее перемещения, при этом на рабочих поверхностях планки и пластины выполнены выступы, расположенные друг против друга, а резцы установлены между вы.ступами. Источники информации. Принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. И .02 К 15/0t, 197.
