1
Изобретение относится к прокатному производству и может быть использовано для правки переднего конца полосового проката с профилированной поверхностью, выходяп.1,его из клети штрипсового стана.
Известны роликовые проводковые устройства, содержащие смонтированные в арматурном брусе нижний ряд роликов и в подвижной в вертикальном направлении плите верхний ряд роликов, расположенных относительно роликов нижнего ряда в шахматном порядке 1.
Предлагаемая выводная проводка отличается тем, что плита с верхним рядом роликов соединена посредством пружинных демнферов с арматурным брусом и взаимодействует жестко укрепленным на ней проводковым ножом с верхннм валком клети. Это позволяет повысить эффективность правки выходящего из валков переднего конца полосы за счет вибрационного воздействия на него роликов верхнего рядка проводкового устройства.
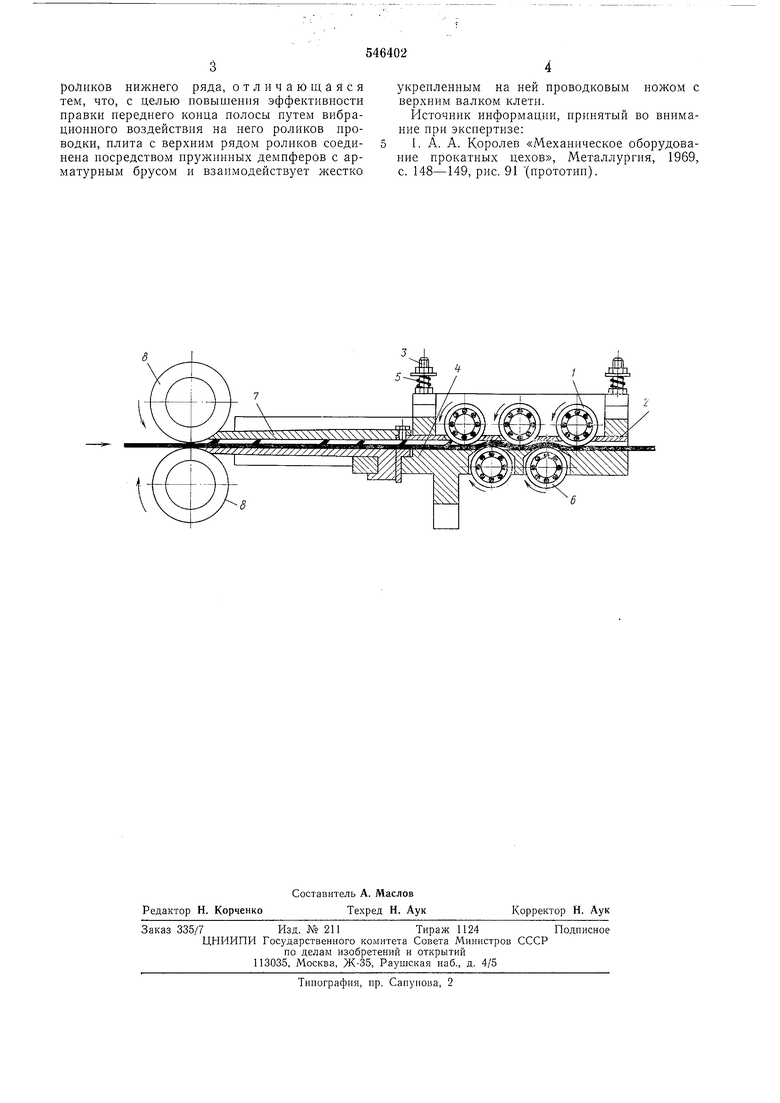
На чертеже показана описываемая выводная проводка.
Верхние ролики 1 смонтированы в плите 2, подвижной в вертикальном направлении. Плита установлена на щнильках 3, закрепленных в боковинах арматурного бруса 4, и подпружинена пружинами 5.
В арматурном брусе смонтированы ролики 6 нижнего ряда, размещенные в щахматном
порядке относительно роликов верхнего ряда. Па арматурном брусе и верхней плите жестко закреплены проводковые ножи 7, взаимодействующие своими носкамп с нижним и верхним валками.
В процессе прокатки полоса с профилированной поверхностью выходит из валков 8 в большинстве случаев с отогнутым вверх передним концом. Проходя между проводковыми ножами, передний конец полосы поочередно ударяется в ролики верхнего ряда, сообщая вибрационные качательные колебания верхней плите с роликами относительно носка проводкового ножа, прижатого к верхнему
валку. Динамическое вибрациониое воздействие верхних роликов в совокупности с перегибами полосы между верхними и ннжними роликами обеспечивает эффективную правку ее переднего конца и далее - всей полосы. При
изменении толщины полосы изменяется раствор между роликами путем регулирования затяжки или сжатия пружин.
Формула нзобретения
Выводная проводка щтрипсового стана, содержащая смонтированные в арматурном брусе нижний ряд неприводных роликов и в подвижной в вертикальном наплавлении плите верхний ряд неприводных роликов, расположенных в щахматном порядке относительно
роликов нижнего ряда, отличающаяся тем, что, с целью повышения эффективности иравки нереднего конца полосы путем вибрационного воздействия на него роликов нроводки, плита с верхним рядом роликов соединена иосредством пружинных демпферов с арматурным брусом и взаимодействует жестко
укрепленным на ней ироводковым ножом с верхним валком клети.
Источиик информации, иринятый во внимание при экспертизе:
1. А. А. Королев «Механическое оборудование прокатных цехов, Металлургия, 1969, с. 148-149, рис. 91 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
| УСТРОЙСТВО для УДЕРЖАНИЯ ВБ1СОКИХ ФАСОННЫХ ПОЛОС | 1973 |
|
SU380379A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| Способ задачи штрипса в прокатную клеть и вводная арматура для его осуществления | 1976 |
|
SU710708A1 |
| Узел прокатных валков сортовой прокатной клети | 1987 |
|
SU1423210A1 |
