при температуре металла 860-950С со скоростью 7-8 м/сек.
Выгнутый передний конец штрипса, обусловленный спецификой прокатки штрипса, входит в первый ряд роликов вводной арматуры, которые обжимают штрипс со степенью деформации 0,3-0,6%.
В связи с тем, что боковые кромки штрипса имеют меньшую толщину, чем его центральная часть, что пластическая деформация докализуется на кромках, они утолщаются до значений, равных толщине центральной части штрипса.
Затем штрипс через расстояние, равное трем-четырем диаметрам роликов,,на котором температура металла кромок понижается на
50-75, поступает во второй ряд роликов вводной арматуры в которых штрипс обжимается со степенью деформации 0,8-1,2%. Обжатие с такой степенью деформации вызывает пластический изгиб переднего конца в поперечном сечении, что приводит к возникновению разноименного объемного напряженного состояния в переднем конце штрипса. При этом на сжатьке слои поперечного сечения штрипса в продольном направлении действуют напряжения растяжения, а на растянутые наружные слои напряжения сжатия. Возникающий прИ этом момент сил выпрямляет передний конец да приемлемых значений кривизны. Затем выпрямленный передний конец штрипса свободно входит в рабочие валки клети, захватывается ими и при этом обеспечивается прокатка штрипса. с требуемой геометрией.
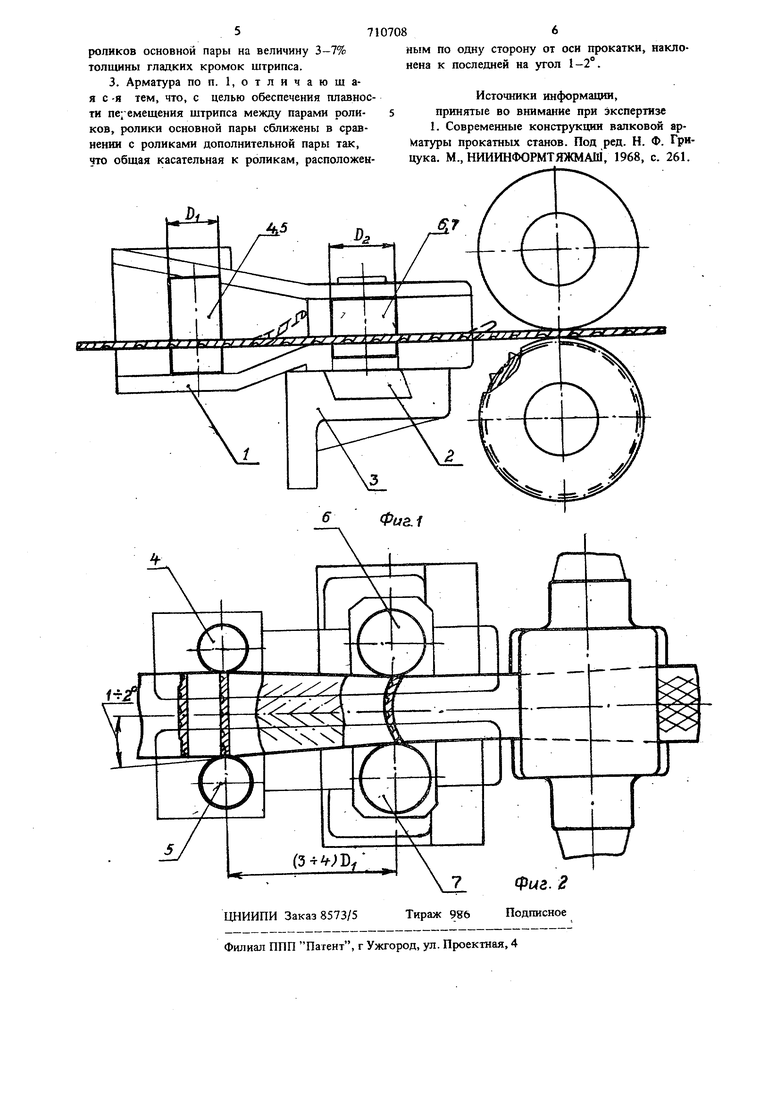
На фиг. 1 изображена арматура, разрез; на фиг. 2 - то-же, вид в плане.
Арматура содержит проводковую коробку У:С;тановлеш{ую на подвижной плите 2 арматурного бруса 3. На проводковой плите монтированы два холостых вертикальных ролика 4 и на входе в арматуру и два ролика 6 и 7 на выходе из нее.
Направляющие ролики двух рядов вводной арматуры установлены друг относительно друга в направлении прокдтки на расстоянии, равном TpeSi-четырем диаметрам роликов первого ряда.
Ролики первого ряда перекрывают ролики второго ряда по высоте и выполнены с диаметром, меньшим диаметра .роликов второго ряда на величину, равную 3-7% толщины гладких кромок штрипса. Ролики второй пары сближены в сравнении с роликами первой пары так, что обшая касательная к роликам, расположенным по одну сторону от оси прокатки, наклоиена к последней на угол 1-2°.
При вхождении выгнутого переднего конца в вводную арматуру направляющие ролики 4
и 5 первого ряда обжимают штрипс по боковым кромкам со степенью деформации 0,3-0,6%
Выполнение роликов первого ряда с высотой большей высоты роликов второго ряда и установка их таким образом, что касательная к рабочим поверхностям роликов составляет угол 1-2° с осью прокатки, позволяет осуществить плавный ввод выгнутого переднего конца в арматуру.
Выполнение роликов первого ряда с диаметром, меньшим диаметра роликов второго ряда обеспечивает малую .члощадь контакта первой пары роликов с боковыми кромками (в перво очаге деформации);. гго позволяет обеспечить в первом очаге д лрормации пластическое деформирование только боковых кромок с увеличением их толщины.
После выхода из первого ряда роликов передний конец штрипса входит во второй ряд роликов 6 и 7 и обжимается ими со степенью деформации 0,8-1,2%.. .
Большая площадь контакта и пониженная температура металла во втором очаге деформации (во второй паре роликов) позволяет осуществить только поперечный изгиб штрипса, при котором происходит уменьщение кривины в продольном сечении.
Прохождение выгнутого переднего конца через два ряда роликов, кмеющлх разную высоту и диаметры и установленных в плоскости прокатки под углом друг к другу, обеспечивает точную задачу штрипса в рабочие валки и получение требуемой геометрии.
Формула изобретения
1.Способ задачи штрипса в прокатную клеть, включающий пропускание его через вводную арматуру, отличающийся тем, что, с целью получения гладких кромок штрипса при последующей прокатке в клети с валками с рифленой поверхностью, пропускание штрипса через вводную арматуру осущесвляют с предварительным боковым обжатием кромок в ней с двухступенчатой деформацией равной 0,3-0,6% и 0,8-1,2%.
2.Вводная арматура для осуществления способа по п. I, содержащая пару холостых вертикальных роликов, монтированных в про18одковой коробке у рабочих валков клети, отличающаяся тем, что, с целью двухступенчатого обжатия кромок штрипса, вводная арматура снабжена дополнительной парой холостых вертикальных роликов, отстоящей от основной пары роликов на расстоянии трех-четырех диаметров роликов и выполненной с диаметром роликов, большим диаметра
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Вводная проводковая арматура | 1990 |
|
SU1761327A1 |
| Проводковая арматура | 1986 |
|
SU1424897A1 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
