1
Изобретение относится к транспортировке, упаковке и хранению грузов или материалов, в том числе тонких и нитевидных, а именно к. штабелированию (пакетированию) длинномер:ных изделий, например прутков, стержней, труб и т. д.
Р1звестно устройство для иакетирования и обвязки лентой, например стальной, длинномерных изделий, содержащее соосно установленные по длине изделий накопительные карманы- формователи, ролики, подающие ленту, механизмы ее «аматывания и натяжения, выполненные в виде поворотных относительно пакета приводных секторов, механизмы обрезки ленты, приспособления для скрепления ленты и барабан с необходимым запасом поСледней.
Однако такое устройство не обеспечивает высокой ПЛОТНОСТИ обвязанных пакетов изделий, вследствие чего при их транспортировке и складской переработке имеют место изменение формы пакета, ослабление пакета, перемещение изделий ВДОЛЬ пакета относительно друг друга и даже разрыв обвязок.
С целью повышения плотностн обвязки пакета предлагаемое устройство снабжено смонтированными на торцовых стенках секторов механизмами торможения ленты, каждый из которых содержит подпружиненный упор и поворотный в ПЛОСКОСТИ стенки сектора двуплечий рычаг с пазом для лентьь нижнее плечо которого взаимодействует с упором, а на верхнем длинно.м плече, взаимодействующем при повороте с установленным иа секторе регулируемым фиксатором, смонтирован направляющий ролик.
Для накопления необходимого запаса обвязочного материала на поворотных секторах последние оборудованы поддерживающими роликами, смонтированными на их стенках.
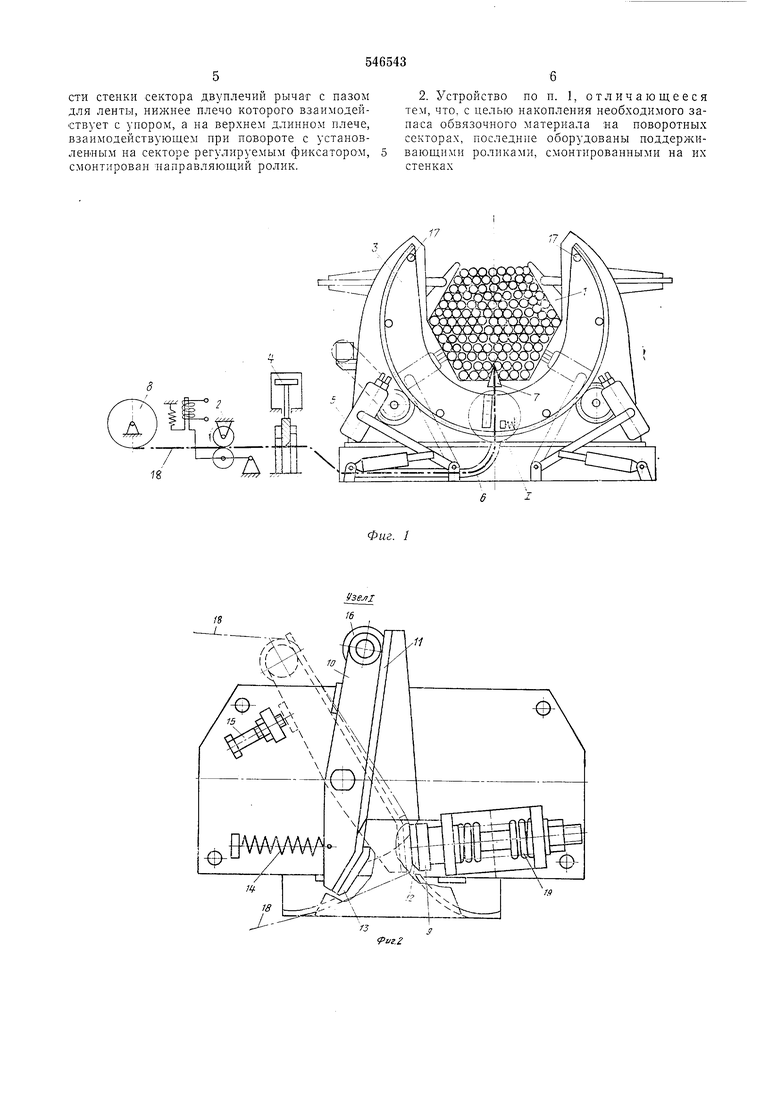
На фиг. 1 показано предлагаемое устройство ДЛЯ пакетирования и обвязки лентой длинномерных изделий, вид с торца; на фиг. 2 - узел 1, механизм торможенпя ленты; на
фиг. 3-6 - схема последовательно осуществляемых этапов одного оборота пакета при его обвязке.
Устройство ДЛЯ пакетирования и обвязк
лентой длинномерных изделий состоит из двух соосно установленных по длине изделий уста.новок, каждая из которых содержит карман - формователь 1, подающие ленту ролики 2, механизм наматывания и натяжения леиты, выполненный в виде поворотного относительно пакета ириводного сектора 3, механизм обрезки ленты, выполненный в виде ножниц 4, приспособление ДЛЯ скрепления ленты, выполненное в виде аппарата 5 контактной электросварки, направляющий ленту желоб 6, иглу 7
для ввода ленты в пакет и барабан 8 с необходимым запасом ленты.
Игла 7 смоитирована под карманом - формователем 1.
На торцовой стенке приводного сектора 3 смонтирован механизм торможения ленты, содержащий подпружиненный упор 9 и поворотный в плоскости стенки сектора двуплечий рычаг 10 с пазом И для ленты. Упор 9 и нижнее плечо рычага 10 оборудованы соответственно тормозными накладками 12 и 13, взаимодействующими через ленту друг с другом при повороте двуплечего рычата 10.
Со стороны, противоположной тормозной накладки 13, нижнее плечо двуплечего рычага 10 связа-но возвратно-поступательной пружиной 14 с торцовой стенкой нриводного сектора 3.
На торцовой стенке сектора 3 установлен регулируемый фиксатор 15, с которым при повороте рычага 10 взаимодействует его верхнее длинное плечо со стороны, противоположной пазу 11 для ленты.
На верхнем верхнего плеча рычага 10 смонтирован направляющий ролик 16.
Кроме того, «а торцовой стенке приводного сектора по ее периметру смонтированы поддерживающие ролпки 17 для накопления необходимого запаса обвязочной ленты.
Предлагаемое устройство работает следующим образом (работа одной из двух параллельно работающих установок устройства).
Нгла 7 вводится снизу внутрь кармана - формователя 1 в габарит будущего пакета. Нодлежащпе пакетированию и обвязке трубы загружают в карманы - формователи 1 двух установок, в которых формируется пакет труб, имеющий в поперечном сечении форму правильного щестигранника.
Такая форма пакета предпочтительна как наиболее устойчивая после его обвязки во время транспортировки и складирования.
Но заполнении трубами не менее 1/3 объема кармана- формователя 1 леита 18 с барабана 8 транспортируется подающими роликами 2 по направляющему желобу 6 в пространство пакета, образованное иглой 7, предварительно введенной виутрь кармана - формователя. Затем подача ленты 18 прекращается, игла 7 опускается под карман-формователь 1 за пределы пакета. Нри этом трубы, заполняя пространство, ранее занимаемое иглой 7, защемляют между собой конец ленты 18.
Нодача труб нрекращается по заполнении кармана - формователя 1, но ие ранее, чем игла 7 будет выведена за габариты пакета.
Нриводной сектор 3 начинает вран,ение. Количество оборотов, которое ему предстоит соверщить, равно заданному числу витков (слоев) ленты в одной обвязке, определяемому исходя из разрывного усилия в обвязке и сечении ленты.
Нри вращении приводного сектора 3 лента 18, опираясь на нанравляющий ролик 16, поворачивает двуплечий рычаг 10 против часовой стрелки (см. фиг. 2) до упора его верхнего плеча в фиксаторе 15. При этом нижнее плечо двуплечего рычага 10 растягивает возвратную пружину 14 и прижимает иоследующую часть ле«ты 18 к подпружиненному упору 9 таким образом, что второй конец ленты 18 зажимается между тормозными накладками 12 и 13 с усилием, равным частному от деления заданного усилия натяжения ленты на пакете па коэфф1щпент трения между лентой и тормозными накладками. Оно определяется величиной усилия затяжки пружины 19 подпружиненного унора 9.
Механизм торможения ленты настраивается
на требуемую толщину ленты посредством иеремещения регулируемого фиксатора 15 параллельно торцовой стенке приводного сектора 3. Нри дальнейщем вращении приводного сектора 3 лента 18, нротягиваясь между тормозными накладками Г2 и 13, наматывается с заданным усилием натяжения на сформированный щестиграиным пакет труб и одновременно «а поддерживающие ролики 17. Когда длина ветви ленты 18, намотанной на поддерживающие ролики, станет достаточной для навивки заданного числа витков (слоев) в одной обвязке, ножницами 4 обрезают ленту.
Нриводной сектор 3 за это время иовернется не более, чем на 1,5 оборота. Ноэтому ири дальнейщем вращении приводного сектора 3 иа наматывание остальных витков (слоев) расходуется леита, накоиленная поддерживающими роликами 17.
После выхода второго конца ленты 18 из механизма торможения возвратная пружина 14 сжимается и поворачивает двуплечий рычаг 10 по часовой стрелке (см. фиг. 2). При этом нижнее плечо рычага 10 отходит от подпружипенного упора 9, а верхнее длинное плечо- от регулируемого фиксатора 15.
По окончании обвязки приводной сектор 3 останавливается, и лента 18 на пакете (в обвязке) скрепляется с помощью аппарата 5
контактной электросварки.
Аналогично одновременно с нервой работает и вторая установка, соосно установленная с пей по длине труб.
Формула и 3 о б р е т е н и я
1. Устройство для пакетирования и обвязки лентой длинномерных изделий, содержащее соосно установленные по длине изделий карманы - формователи, ролики, подающие
ленту, .механизм1 1 ее наматывания и натяжения, выполненные в виде поворотных относительно пакета приводных секторов, механиз мы обрезки ленты, приспособления для скрепления ленты и барабаны с необходимым заиасом иоследней, отлнчающееся тем, что, с целью иовыщения плотности обвязки пакетов, устройство снабжено смонтированными на торцовых стенках секторов механизмами торможения ленты, каждый из которых содержит
поднружиненный упор и поворотный в плоскости стенки сектора двуплечий рычаг с пазом для ленты, нижнее плечо которого взаимодействует с упором, а на верхнем длинном плече, взаимодействующем при повороте с установленным на секторе регулируемым фиксатором, смонтирован направляющий ролик.
2. Устройство по п. 1, отличающееся тем, что, с целью накопления необходимого запаса обвязочного материала на поворотных секторах, последнпе оборудованы поддерлсивающими роликами, смонтированными на их стенках

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования и обвязки пачек длинномерных изделий | 1986 |
|
SU1330011A1 |
| Устройство для пакетирования и обвязки пачек стержнеобразных предметов | 1973 |
|
SU483310A1 |
| СПОСОБ ПАКЕТИРОВАНИЯ И ОБВЯЗКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121948C1 |
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893762A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
| Устройство для обвязки пакетов | 1981 |
|
SU1057382A1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| Линия комплектования пакетов в форме многогранника из длинномерных предметов и их обвязки | 1982 |
|
SU1049363A1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1369994A1 |

Фиг. 1
