Изобретение относится к упаковочной технике и предназначено для сборки и обвязки прокатных длинномерных изделий круглого сечения в пачки. Цель изобретения - повышение надежности работы устройства и улучшение качества обвязки.
На фиг. 1 изображено устройство для пакетирования и обвязки пачек длинномерных изделий, обш,ий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2.
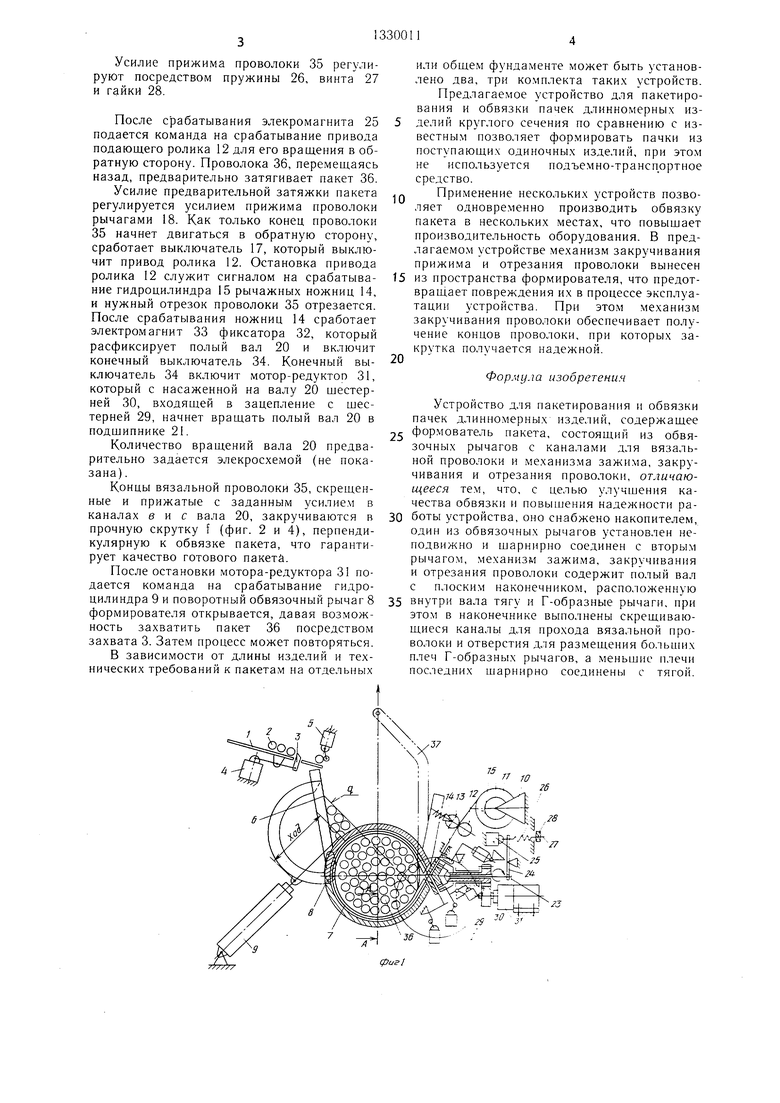
Устройство (фиг. 1) содержит наконный накопитель 1 для длинно1мерных изделий 2, отсекатель 3, приводимый в действие электромагнитом 4, счетчик 5 количества изделий, направляюш,ие 6 для предварительной сборки пакетов, формирователь пакета, выполненный в виде шарнирно соединенных неподвижного и поворотного обвязочных рычагов 7 и 8. Поворотный обвязочный рычаг 8 подсоединен к штоку гидроцилиндра 9. Механизм подачи проволоки включает кронштейн 10 для мотка вязальной проволоки 11, ролики 12 и 13, первый из которых - приводной подающий, а второй - подпружиненный. Механизм зажима, закручивания и отрезания проволоки включает рычажные ножницы 14, гидроцилиндр 15. Рычаг 16 и конечный выключатель 17 предназначены для обеспечения отрезки концов проволоки определенной длины. Зажим концов проволоки при закручива- НИИ осуществляют два Г-образных рычага 18, установленные на осях 19, закрепленных в теле сварного полого вала 20 для закручивания проволоки. Вал 20 установлен в подшипниках 21, Г-образные рычаги 18 посредством тяги 22, торцовой шайбы 23, двуплечего рычага 24 с вилкой на конце соединены с электромагнито.м 25. Регулируют усилие прижима проволоки рычагами 18, пружиной 26, винтом 27 и гайкой 28. Полый вал 20 снабжен плоски.м наконечником (фиг. 2, 5), в котором разме- щны скрещивающиеся каналы для концов вязальной проволоки с конусными отверстиями в и-с, отверстием d для размещения больших плеч Г-образных рычагов 18. Внутри полого вала 20 расположена тяга 22, а меньшие плечи рычагов 18 шарнирно с ней соединены.
На конце полого вала установлена шестерня 29, находящаяся в постоянном зацеплении с шестерней 30 мотора-редуктора 31. Для фиксации полого вала 20 предусмотрен фиксатор 32, приводимый в действие электромагнитом 33 и контролируемый конечным выключателем 34.
Вязальная проволока 35 охватывает пакет и имеет концы необходимой длины для ее закручивания (фиг. 4). Чтобы концы проволоки не пересекались в одной
плоскости, каналы для проволоки выполнены со смещением е (фиг. 4 и 5). Для снятия готового пакета 36 предусмотрен захват 37. В обвязочных рычагах 7 и 8
вполнены каналы 38 для вязальной проволоки 35.
Устройство работает следующим образом.
На накопитель 1 (фиг. 1) укладываются
,. цилиндрические изделия 2, которые перемещаются по накопителю и попадают между направляющими 6, служащими для предварительной сборки пакета. Количество изделий, которые необходимо увязать в пакет 36, контролируется счетчиком 5. При необхо5 димости изделия задерживаются на накопителе отсекателем 3. Команду на срабатывание элекромагнита 4 - привода отсекателя, задает счетчик 5. Предварительно собранный пакет (поверхность его может обозначена линией d) оформляется в оконча0 тельный пакет посредством неподвижного 7 и поворотного 8 обвязочных рычагов формирователя. Поворотный рычаг 8 приводится в действие гидроцилиндром 9. Конечное закрытое положение формирователя пакета,
5 когда шток гидроцилиндра 9 выйдет на полный ход, является командой на срабатывание приводного подающего ролика 12 для подачи проволоки 35, зажатой между ним и подпружиненным роликом 13, проволока 35 сматывается с мотка 11, установленного на
0 кронштейне 10.
Проволока 35 через отверстие в рычажных ножницах 14 попадает в приемное конусное отверстие в полого вала 20 (фиг. 2) и по каналу неподвижного обвязочного ры5 чага 7 формирователя, а затем по каналу поворотного обвязочного рычага 8 формо- вателя (фиг. 3) попадает в другое приемное конусное отверстие с вала 20.
Поскольку вязальная проволока 35 (фиг. 3) в период прохождения по внеш ней окружности пакета 36 ограничена каналом формирователя, образованны.м рычаг- ми 7 и 8 и самим пакетом, она без задержки проскальзывает в нужном направлении. Так как каналы в поло.м валу 20
5 выполнены со смещение.м е (фиг. 4), то проволока, проходя вторично в этом механизме, не пересекаясь, скрещивается.
Остановка подающего ролика 12 происходит при срабатывании конечного выключателя 17 от рычага 16, на который на0 жимает конец проволоки 35. Срабатывание конечного выключателя 17 вызывает срабатывание элекромагнита 25. При этом двуплечий рычаг 24 через шайбу 23 передает движение тяге 22 (которая выполнит ход к), соединенной с короткими плеча5 ми Г-образных рычагов 18. Г-образные рычаги 18 поворачиваются на осях 19 и длинные их плечи перемеи1аются в отверстиях d вала 20.
Усилие прижима проволоки 35 регулируют посредством пружины 26, винта 27 и гайки 28.
После срабатывания элекромагнита 25 подается команда на срабатывание привода подающего ролика 12 для его вращения в обратную сторону. Проволока 36, перемещаясь назад, предварительно затягивает пакет 36.
Усилие предварительной затяжки пакета регулируется усилием прижима проволоки рычагами 18. Как только конец проволоки 35 начнет двигаться в обратную сторону, сработает выключатель 17, который выключит привод ролика 12. Остановка привода ролика 12 служит сигналом на срабатывание гидроцилиндра 15 рычажных ножниц 14, и нужный отрезок проволоки 35 отрезается. После срабатывания ножниц 14 сработает электромагнит 33 фиксатора 32, который расфиксирует полый вал 20 и включит конечный выключатель 34. Конечный выключатель 34 включит мотор-редуктоп 31, который с насаженной на валу 20 шестерней 30, входящей в зацепление с щес- терней 29, начнет вращать полый вал 20 в подшипнике 21.
Количество вращений вала 20 предварительно задается элекросхемой (не показана) .
Концы вязальной проволоки 35, скрещенные и прижатые с заданным усилие.м в каналах вис вала 20, закручиваются в прочную скрутку f (фиг. 2 и 4), перпендикулярную к обвязке пакета, что гарантирует качество готового пакетй.
После остановки мотора-редуктора 31 подается команда на срабатывание гидроцилиндра 9 и поворотный обвязочный рычаг 8 формирователя открывается, давая возможность захватить пакет 36 посредством захвата 3. Затем процесс может повторяться.
В зависимости от длины изделий и технических требований к пакетам на отдельных
0
или общем фундаменте может быть установлено два, три комплекта таких устройств.
Предлагаемое устройство для пакетирования и обвязки пачек длинномерных изделий круглого сечения по сравнению с известным позволяет формировать пачки из поступающих одиночных изделий, при этом не используется подъемно-транспрртное средство.
Применение нескольких устройств позволяет одновременно производить обвязку пакета в нескольких местах, что повыщает производительность оборудования. В предлагаемом устройстве механизм закручивания прижима и отрезания проволоки вынесен 5 из пространства формирователя, что предотвращает повреждения их в процессе эксплуатации устройства. При этом механизм закручивания проволоки обеспечивает получение концов проволоки, при которых закрутка получается надежной.
0
Формула изобретения
Устройство для пакетирования и обвязки пачек длинномерных изделий, содержащее
5 формователь пакета, состоящий из обвязочных рычагов с каналами для вязальной проволоки и механизма зажима, закручивания и отрезания проволоки, отличающееся тем, что, с целью улучщения качества обвязки и повышения надежности ра0 боты устройства, оно снабжено накопителем, один из обвязочных рычагов установлен неподвижно и щарнирно соединен с вторым рычагом, механизм зажима, закручивания и отрезания проволоки содержит полый вал с плоским наконечником, расположенную
5 внутри вала тягу и Г-образные рычаги, при этом в наконечнике выполнены скрещивающиеся каналы для прохода вязальной проволоки и отверстия для размещения больци1х плеч Г-образных рычагов, а меньшие плечи последних шарнирно соединены с тягой.
7S
п ю
26
/S
фиг
(fus-. Z
сриг.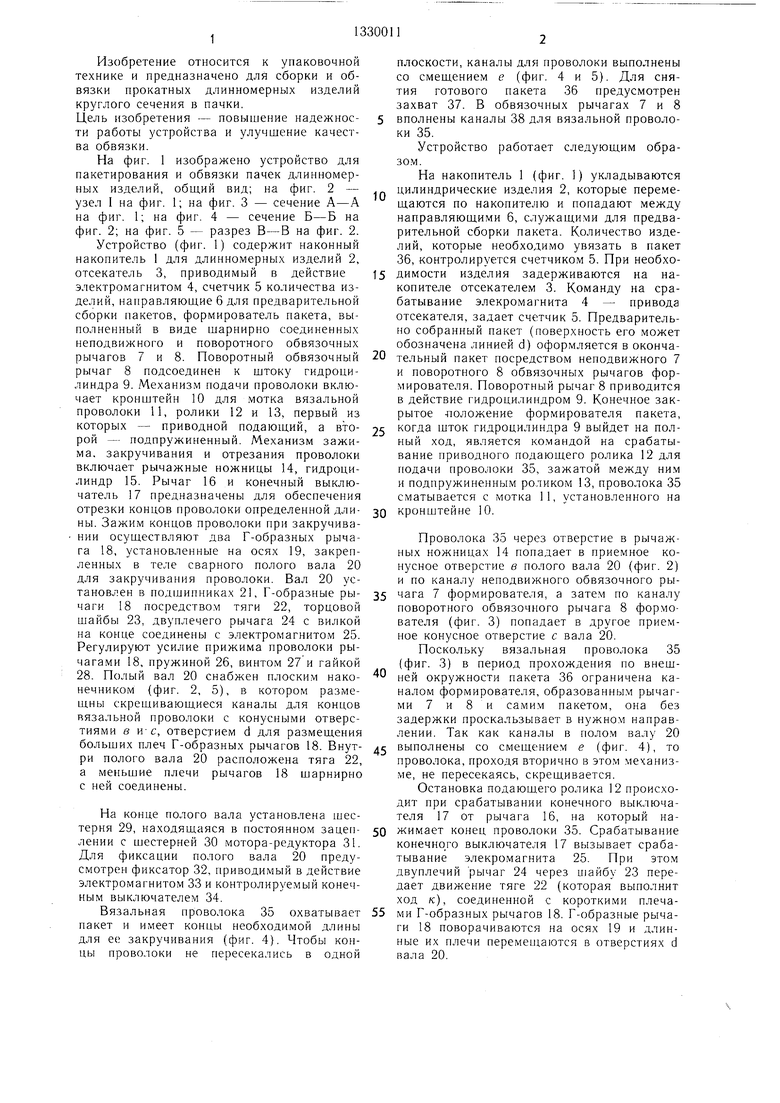
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТА МЕТАЛЛА | 1996 |
|
RU2108948C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| СПОСОБ ПАКЕТИРОВАНИЯ И ОБВЯЗКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121948C1 |
| Устройство для обвязки мотков проволоки | 1985 |
|
SU1369993A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| Устройство для обвязки проволокой изделий | 1977 |
|
SU707850A1 |
| Устройство для обвязки изделий проволокой | 1981 |
|
SU965908A1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1377206A1 |
| Устройство для пакетирования и обвязки пачек стержнеобразных предметов | 1973 |
|
SU483310A1 |
Изобретение относится к упаковочной технике, позволяет улучшить качество обвязки и повысить надежность работы устройства. Из накопителя через направляющие для предварительной сборки пакета изделия поступают в формирователь пакета. Здесь обвязочные рычаги (ОР) 7 и 8 (неподвижный и поворотный приводной) окончательно оформляют пакет. Обвязочная проволока проходит по каналам 38 ОР 7, 8 в скрещиваюш.иеся каналы наконечника полого вала (ПВ) 20 механизма зажима., закручивания и отрезания проволоки. Внутри ПВ 20 расположена тяга 22 и Г-об- . разные рычаги 18. ПВ 20 выпатнен с отверстиями d для размепдения больших плеч Г-образных рычагов 18, меньшие плечи которых шарнирно соединены с тягой 22. Проволока 35 проходит по каналам 38 беспрепятственно. Усилие предварительной затяжки пакета регулируют усилием прижима проволоки рычагами 18. Концы проволоки 35, скреш,енные и прижатые с заданным усилием в каналах ПВ 20 закручивают в прочную скрутку перпендикулярно к обвязке пакета. 5 ил. (Л 36 одН 21 со со 22
фиг. 5
| Устройство для обвязки пачки штучных материалов | 1981 |
|
SU996268A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
