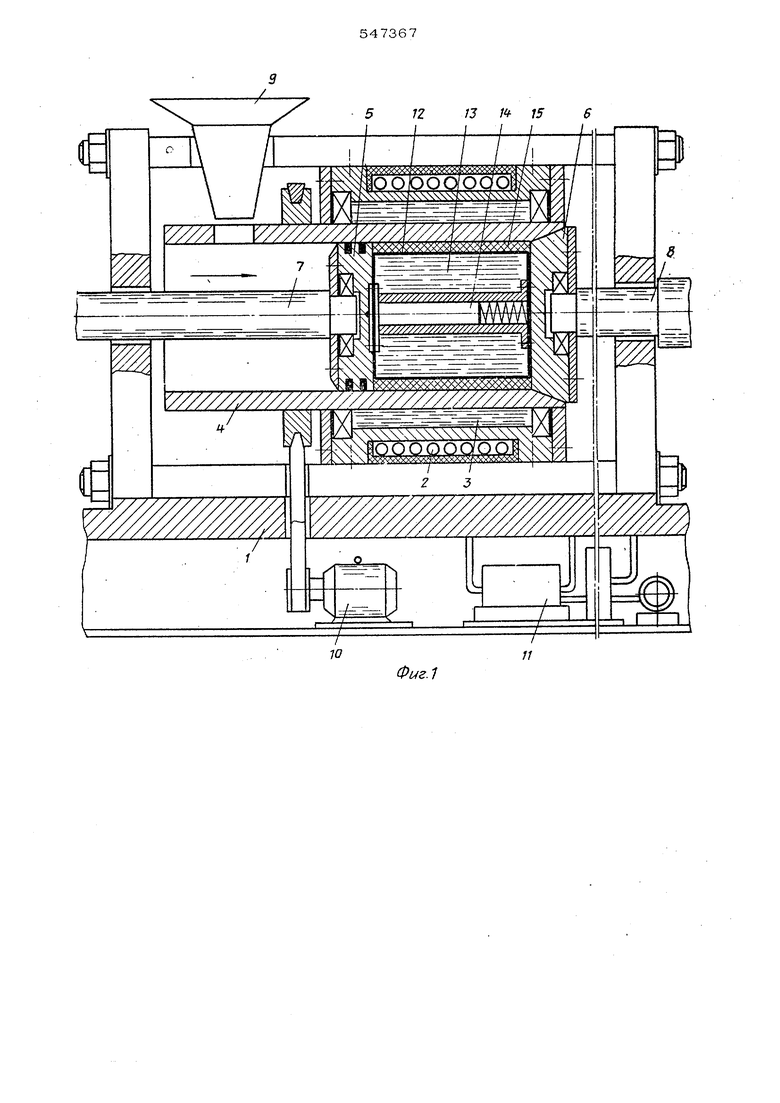
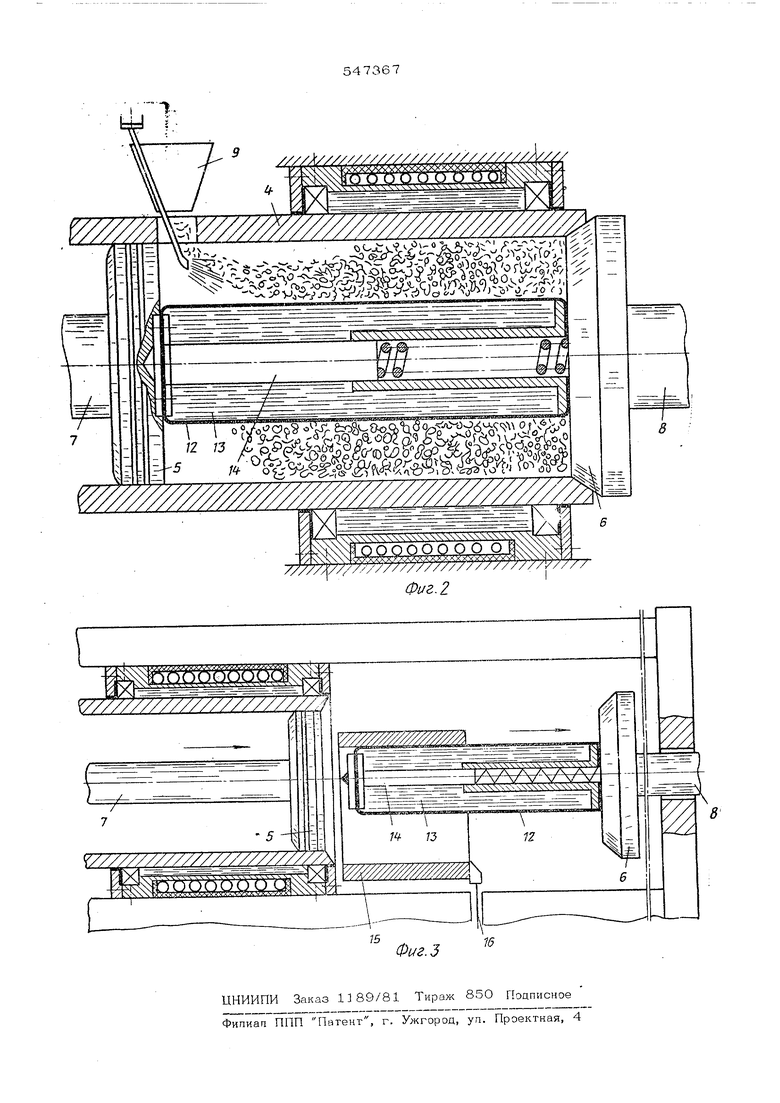
(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ крайнее левое положение. При этом поршень 6 с пру крепленньад к нему дополнительным приспособлением, имеющим максимальную длину, примкнут к правому торцу предварительно нагретой до температуры формования формы 4 (см. фиг, 2). Далее включается загрузочное устройство 9 и форма загружается формуемым материалом. По окончании загрузки загрузочное устройство выключается, и форма совместно с поршнями 5 и 6 и дополнительным формующим приспособлением приводится во вращение от электропривода 10. При этом под действием центробежных сил наполнитель 13, представд5пошчй собой, например, распл низкоплавкого теплоемкого металла или сплава, деформирует эластичную камеру 12 и производит частичное уплотнение формуемого материала, который благодаря воздействию тепловых полей формы и наполнителя переходит в вязко-текучее состояние. После этого включается гидропривод 11, поршень 5 начинает перемещаться в сторону поршня 6, производя осевое уплотнение формуемого материала и уменьшая длину дополнительного формующего приспособления так, что оно при длине, равной длине формуемого изделия, оказывается полностью заполненным наполнителем (см. фиг, 1). При незначительном перемещении порщня 5 на наполнитель 13, находящийся в repiyie- тичной камере 12, создается дополнительное статическое давление, которое соглаоно закону Паскаля передается и на формуемый материал, обеспечивая совместно с центробежными силами заданный силовой режим формования изделия 15. После окончания формования выключает ся электропривод, форма совместно с порщ нями И дополнительным формующим приспособлением останавливается. Включается гидропривод, под действием которого поршень 6 совместно с дополнительным формующим приспособлением отходит в правую сторону, давая возможность поршню 5 вытолкнуть из формы готовое изделие 15 (см. фиг. 3). После этого оно, задерживаясь фиксатором 16, снимается сдополнительного .формующего приспособления и направляется в бункер. Порщень 5 переходит в крайнее левое положение, а поршень 6 с дополнительным формующим приспособлением примыкает к правому торцу формы и процесс повторяется. Формула изобретения Установка для формования трубчатых изг делий из пресс-масс, включающая станину, вращающуюся обогреваемую цилиндрическук форму с дном и крыщкой, эластичную на полненную камеру, электрический привод и загрузочное устройство, отличающаяся тем, что, с целью повышения производительности, установка снабжена гидроцилиндрами, дно и крышка цилиндрической формы выполнены в виде поршней, закрепленных на штоках гидроцилиндров, а эластичная камера закреплена на поверхности одного ,из поршней. Источники информации, принятые во внимание при экспертизе: 1.Пластические массы, № 5, 1972, с.,25-26. 2.Авторское свидетельство №441102 М. Кл. В 29 С 13/ОО, 1973 (прототип)
//////////////////7////////////////.
V KVS VS OO g 2 V356u-6ok ГЧ X
Фиг.1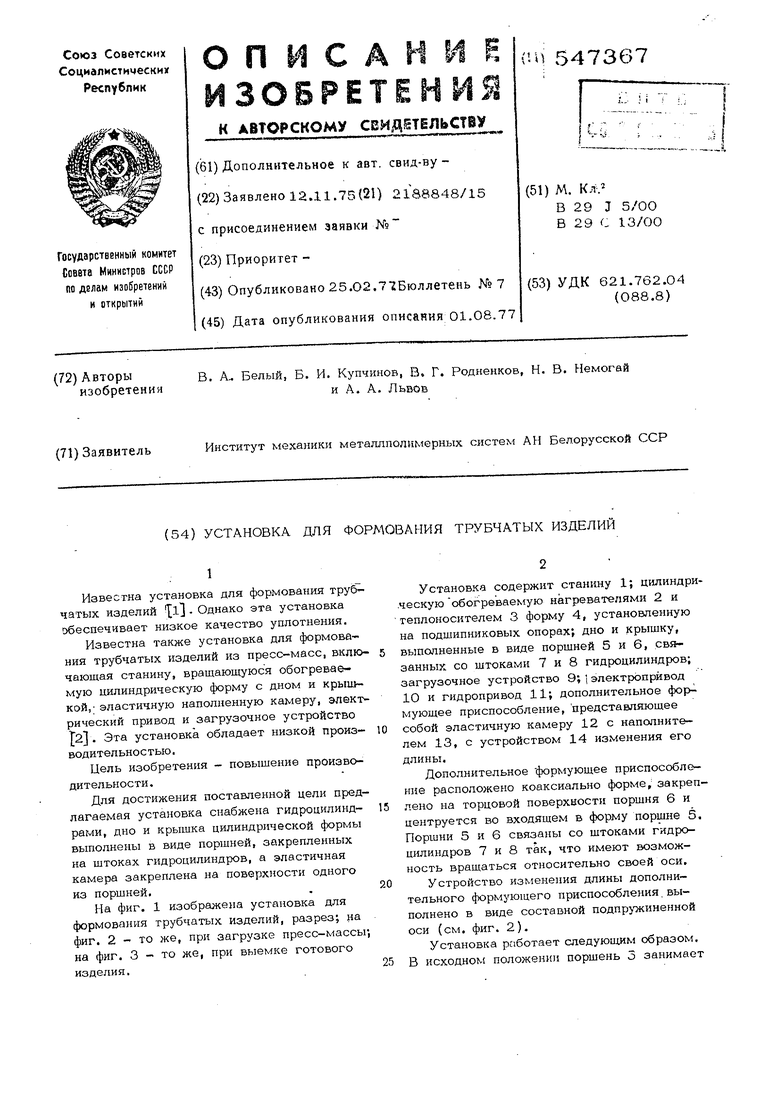
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ | 1994 |
|
RU2091219C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2106246C1 |
| Способ формования строительных изделий и устройство для его осуществления | 1987 |
|
SU1475793A1 |
| Агрегат для формования керамических изделий | 1991 |
|
SU1794025A3 |
| Червячный пресс для переработки отходов полимерных материалов | 1977 |
|
SU729081A1 |
| Матрица для формования огнеупорных изделий | 1974 |
|
SU607747A1 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1263390A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |