Настоящее изобретение относится к способу сварки стекла с полымиметаллическими электродами. В частности, способ может быть использован для сварки стеклянной колбы с медным анодом и стеклянной трубки с сеточным стаканчиком мощных генераторных ламп.
Известный из литературы американский способ сварки состоит в следующем: на медный конус анода надвигается вспомогательная колба специальной формы. Далее, конус и край колбы разогреваются, и стекло приплавляется снаружи к конусу. Затем, отступая несколько от края конуса, на острых огнях обжигают колбу и, далее, оставшееся на конусе стекло загибают внутрь и приплавляют к внутренней поверхности этого конуса. После того, как эта „намотка готова, снимают вспомогательную колбу и устанавливают колбу лампы, которую и сваривают с „намоткой.
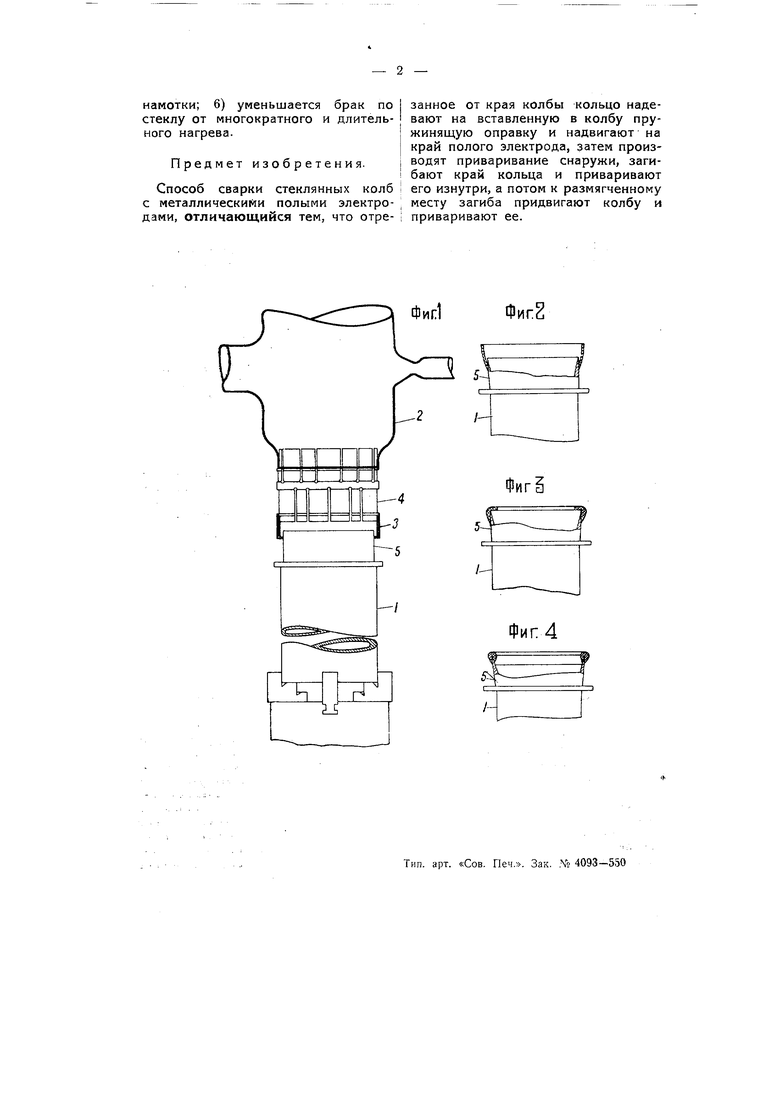
Предлагаемый способ поясняется фиг, 1, 2, 3 и 4 чертежа и состоит в следующем. Горло колбы лампы делают диаметром, соответствующим диаметру конуса (несколько больше).
Полый анод 1 и колбу 2 лампы устанавливают на станок и от горла колбы отрезают кольцо 3 соответствующей щирины. Далее, в горло колбы 2 вставляют железный расшлицованный цилиндр 4, на который надевают отрезанное кольцо 3. Это кольцо надвигают на конус 5 и под огнем горелок приваривают снаружи к указанному конусу (фиг. 2). Затем пружинный цилиндр 4 на ходу снимают, кольцо приваривают к конусу 5 снаружи (фиг, 3), после этого его загибают внутрь и там приваривают (фиг 4). Далее, без всякой остановки станка, придвигают колбу и сваривают ее с намоткой на конусе.
Точно так же производится сварка сеточного стаканчика с трубкой.
Предлагаемый способ имеет ряд преимуществ, а именно: 1) не нужна вспомогательная колба; 2) значительно сберегается время, уходившее на перестановку колб, огневую обрезку, остановку и пуск станка и горелок и т. д.; 3) колба и анод устанавливаются на станок сразу; 4) уменьщается расход газа; 5) достигается стандартность размеров
намотки; 6) уменьшается брак по стеклу от многократного и длительного нагрева.
Предмет изобретения.
Способ сварки стеклянных колб с металлическими полыми электро- дами, отличающийся тем, что отре- i
занное от края колбы кольцо надевают на вставленную в колбу пружинящую оправку и надвигают на край полого электрода, затем производят приваривание снаружи, загибают край кольца и приваривают его изнутри, а потом к размягченному месту загиба придвигают колбу и приваривают ее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для торцевой приварки полых электродов к стеклянным трубкам | 1936 |
|
SU53885A1 |
| Карусельная машина для сварки стеклянных деталей электронно-лучевой трубки | 1960 |
|
SU139780A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ И СТЕКЛЯННЫХ ЦИЛИНДРОВ | 1933 |
|
SU38712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ АТОМНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2554358C1 |
| Электронная лампа | 1935 |
|
SU48871A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ И ТОМУ ПОДОБНЫХ ПРИБОРОВ | 1926 |
|
SU45554A1 |
| Держатель горелки газоразрядной лампы | 1980 |
|
SU1116470A1 |
| РАЗРЯДНАЯ ТРУБКА С ДВУМЯ ИЛИ НЕСКОЛЬКИМИ ЭЛЕКТРОДАМИ | 1924 |
|
SU6294A1 |
| ЛАМПА НАКАЛИВАНИЯ | 1990 |
|
RU2011242C1 |
| ОДНОСЛОЙНАЯ ТОПОЛОГИЯ ЭЛЕКТРОДОВ АНОДНОЙ ПЛАТЫ КАТОДОЛЮМИНЕСЦЕНТНОГО ИНДИКАТОРА | 2003 |
|
RU2258971C2 |
Фиг2
Фиг
Фиг 4
