Известны многопозициомные карусельные газоэлектросварочные машины для сварки стеклянных деталей электронно-лучевой трубки, включающие шпиндели и патроны для закрепления деталей, газовые горелки и электроды, питаемые током высокого напрямчения.
Недостатками известных машин являются неполная механизация процесса сварки и ее низкое качество.
Причина некачественной сварки кроется в то.м, что после соед)нения деталей прогреть толи1, стенки в 6-8 .и.-, газокислородным пламенем трудно и получившиеся при этом впутренние складки и моршины так и остаются нерассосавшимися.
Это ведет к повышенному браку (треску) готовых колб при испытании их на давление 3 ати. а также к взрывам откачиваемых трубок на машине откачки и др.
.ашина, выполненная coi :iacHO изобретению, лин1ена этих недостатков. Сушность изобретения заключается в том. что шпиндели, патроны, горелки и электроды машины выполнены нодвижными.
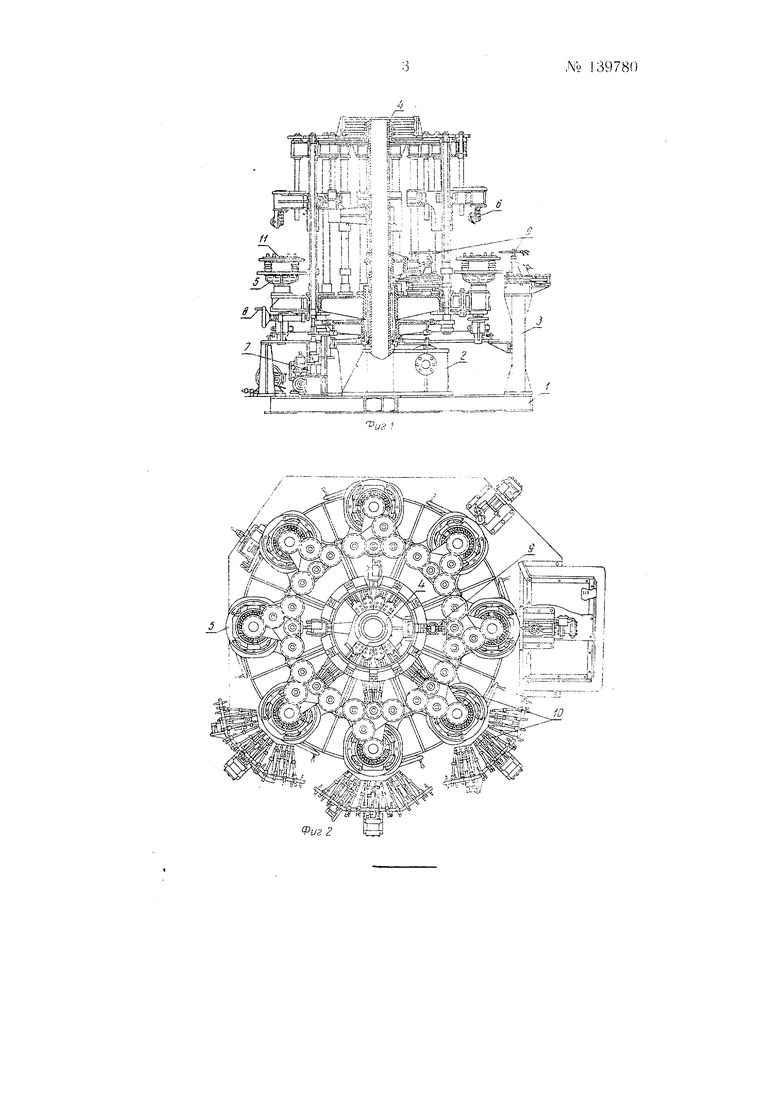
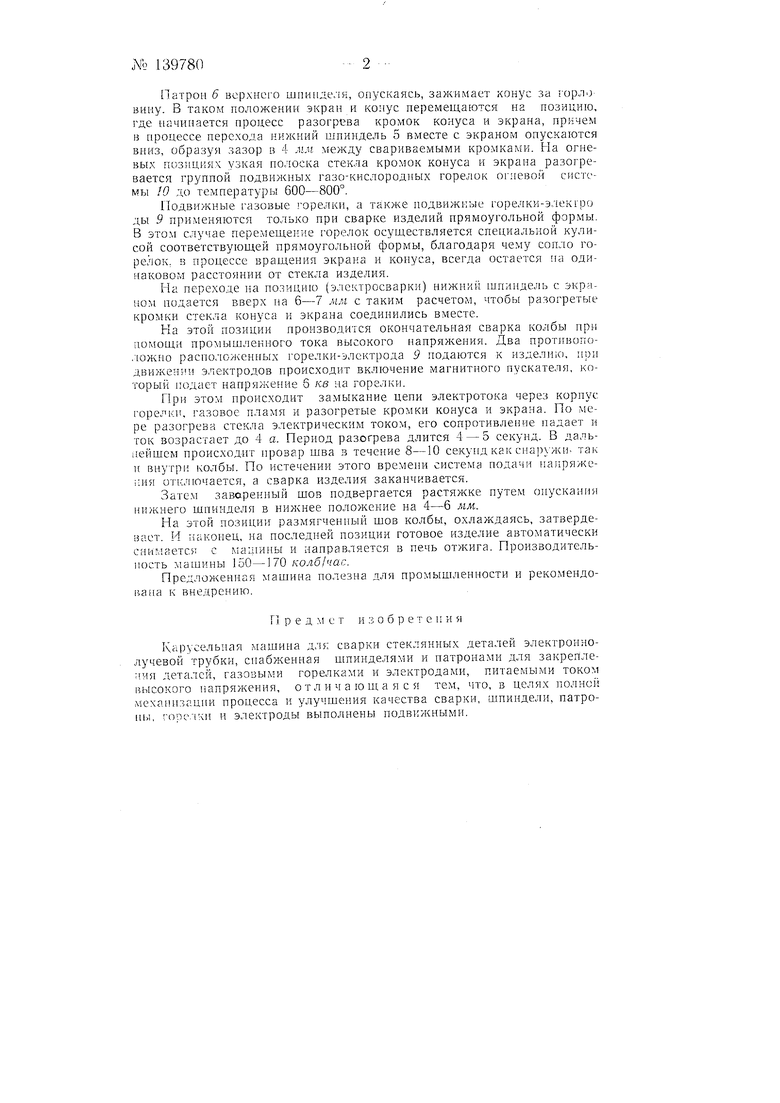
На фиг. 1 изображена нредлагаемая машина в разрезе; на фиг. 2 - в плане.
Предложенная машина состоит из основания 1, привода 2, кулисы 3. центральной колонны 4. шпинделей 5, патронов 6 с прг.водом и устройством 8 ручного подъема, электродов 9 и огневой системы W.
В основу электрической сварки двух стеклян11ых элементов предложенной машиной положена способность стекла, разогретого до температуры ЗОО и вьнпе, быть электропроводимым.
В гнездо // нижнего Н1пинделя 5 автоматически и.чп вручную устанавливается экран свариваемой кромкой кверху. В патрон 6 устанавливается конус с приваренным горлом свариваемой KpoMKoii книзу с таким расчетом, чтобы кромка конуса легла на кром:чу экрана.
Ло 1397802 Патрон 6 верхнего шпинделя, опускаясь, зажимает конус за гор.ловину. В таком положении экран и конус перемещаются на позицию, где начинается нроцесс разогрева кромок конуса и экрана, причем в нроцессе перехода нижний шпиндель 5 вместе с экраном опускаются вниз, образуя зазор ъ 4 мм между свариваемыми кромками. На огневых позициях узкая полоска стекла кромок конуса и экрана разогревается группой подвнжных газо-кислородпых горелок огневой системы 10 до температуры 600-SOO.
Подвижные азовые горелки, а также нодвнжкые горелки-э.лекгро ды .9 применяются только при сварке изделий прямоугольной формы. В это.м случае перемещение горелок осуществляется специальной кулисой соответствующей прямоугольной формы, благодаря чему сопло горелок, в процессе вращения экрана и конуса, всегда остается па одинаковом расстоянии от стек.та изделия.
На переходе на позицию (электросварки) нижний шпиндель с экраном подается вверх на 6-7 мм с таким расчетом, чтобы разогретые кромки стекла конуса и экрана соединились вместе.
Ка этой позиции производится окончательная сварка колбы нри помощи промышленного тока высокого напряжения. Два противоположно распо.юженных горелки-электрода 9 подаются к изделию, нри движении электродов происходит включение магнитного пускателя, который подает напряжение 5 кв на горелки.
При этом происходит замыкание цепи электротока через корпус ropejKH, газовое пламя и разогретые кромки конуса и экрана. По мере разогрева стекла э.лектрическим током, его сопротивление падает н ток возрастает до 4 а. Период разогрева длится 4 - 5 секунд. В даль1 ейшем происходит провар шва s течение 8-10 секупд как снаружи- так и внутри колбы. Но истечении этого времени система подачи напряже :ия от1слючается, а сварка изделия заканчивается.
Затем заверенный шов подвергается растяжке путем опускания нижнего шпинделя в нижнее положение на 4-6 мм.
На этой позиции размягченный шов колбы, охлаждаясь, затвердевает. И наконец, иа последней позиции готовое изделие автоматически снимается с машины и направляется в печь отжига. Производительность машины 150-170 колб/час.
Предложенная машина полезна для промышленности и реко.мендо|;ана к внедрению.
Г1 р е д м е т и з о б р е т е н и я
Карусельная машина дл5: сварки стеклянных деталей электроннолучевой трубки, снабженная шпинделями и патронами для закрепления деталей, газовыми горелками и электродами, питаемыми током высокого напряжения, отличающаяся тем, что, в целях полной мехапизацни процесса и улучшения качества сварки, шпипдели, патроны, горе.чки и электроды выполнены подвижными.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВАРКИ АНОДНЫХ ВЫВОДОВ В КОНУС ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОК | 1961 |
|
SU150178A1 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ СВАРКИ СТЕКЛЯННЫХ ДЕТАЛЕЙ | 1967 |
|
SU206019A1 |
| Машина для сварки изделий из стекла | 1976 |
|
SU643444A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Многопозиционная машина заваркиэлЕКТРОННО-ОпТичЕСКОй СиСТЕМы B бА-ллОНы цВЕТНыХ КиНЕСКОпОВ | 1979 |
|
SU846505A1 |
| Устройство для сварки стеклянных цилиндров | 1972 |
|
SU482397A1 |
| Способ сварки стеклоизделий | 1981 |
|
SU986878A1 |
| Установка для сварки изделий из стекла | 1978 |
|
SU785241A1 |
| Способ изготовления электровакуумных приборов | 1972 |
|
SU489728A1 |