В различных областях вакуумной техники широко применяется сварка металлических и стеклянных цилиндров различных размеров. При изготовлении генераторных электронных ламп диаметры свариваемых цилиндров достигают 300 мм, и сварка представляет значительные технические трудности. Особенно затруднительны приемы сварки в тех случаях, когда требования технического характера вынуждают применять тугоплавкие и вязкие сорта стекла, содержащие высокий процент кремнекислоты.
Изобретение относится к способу сварки, применимому для любых сортов стекла с металлическими цилиндрами, соответствующим образом подобранными. Наиболее широко применяемая сварка медных цилиндров со стеклянными предлагаемым способом осуществляется особенно успешно, и обычные, при применявшихся до сего времени способах, обгорание и разрыхление меди, делающие ее негерметичной, совершенно устраняются.
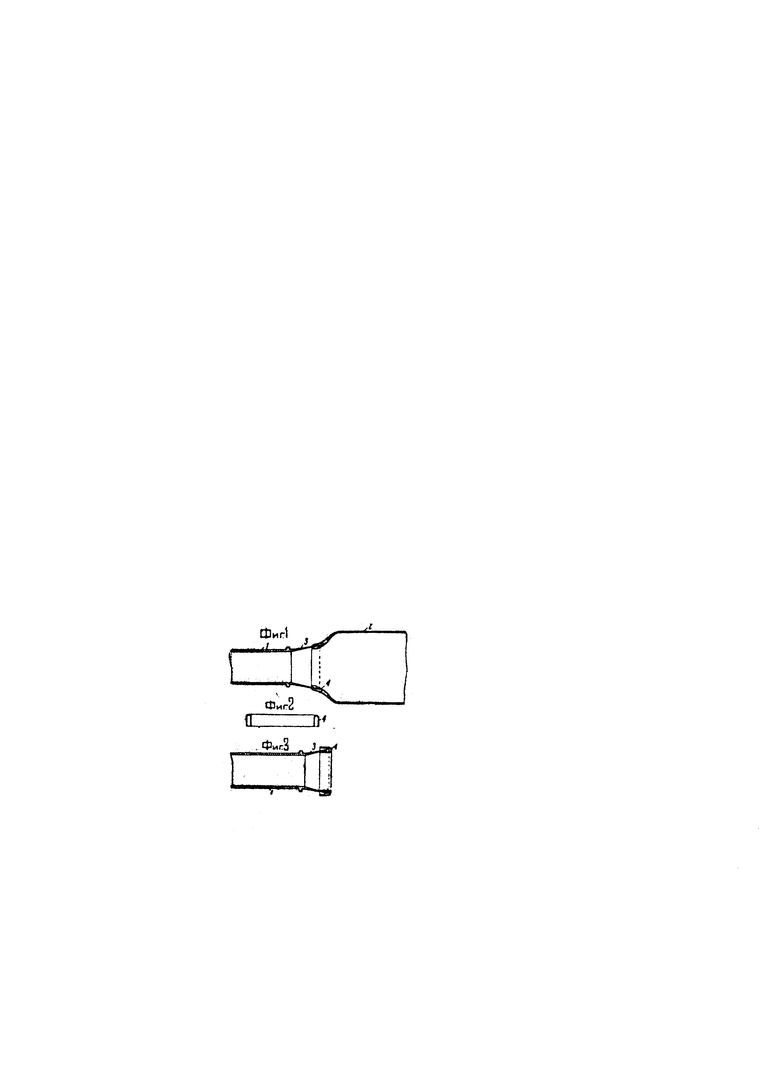
Сущность способа иллюстрируется фиг. 1, 2 и 3 и заключается в следующем: медный или иной металлический цилиндр 1 снабжается, как обычно, тонким оттянутым краем 3, предпочтительно конической формы. Стеклянный цилиндр 2 приваривается в пламени газовых горелок к стеклянному наплыву 4, плотно облегающему тонкий край металлического цилиндра с обеих сторон.
Наиболее ответственный момент сваривания, согласно настоящему изобретению, заключается в наплавлении на тонкий край металлического цилиндра двустороннего стеклянного пояска. На фиг. 2 изображено в отдельности стеклянное кольцевое корытце, изготовляемое либо путем прессовки, либо путем обработки отрезка стеклянной трубки подходящего диаметра в пламени газовой горелки. На фиг. 3 стеклянное корытце 4 показано надетым на тонкий край 3 металлического цилиндра 1 в момент, предшествующий его сплавлению.
Во время сплавления корытца оно защищает тонкий край металла от окисления и, сплавившись, образует стеклянный поясок 4, к которому и приваривается стеклянный цилиндр 2 обычным известным приемом при синхронном вращении в пламени газовых горелок.
1. Способ сварки металлических и стеклянных цилиндров с предварительным наплавлением стекла на металл, отличающийся тем, что на тонкий край металлического цилиндра надевают жолобообразное стеклянное кольцо 4, нагревают его до приваривания к металлу и затем сваривают образовавшийся стеклянный двойной поясок со стеклянным цилиндром.
2. В способе по п. 1 применение жолобообразного кольца, предварительно заготовленного обработкой в газовом пламени отрезка стеклянного цилиндра.
3. В способе по п. 1 применение жолобообразного кольца, изготовленного прессованием рязмягченного стекла.
