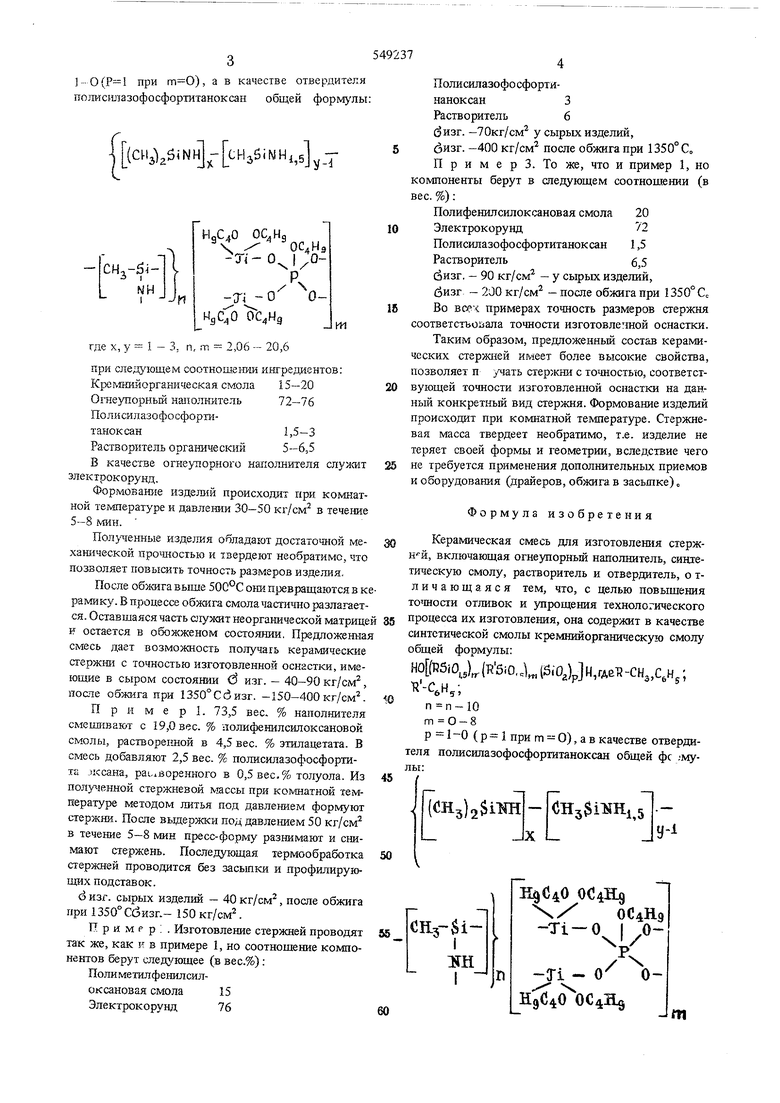
(54) КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ .„,О{Р при ), а в качестве отвердителя полисилазофосфортитаноксан общей формулы: (а,,5.7 где X, у 1 - 3, п, m 2,06 - 20,6 при cHe jMUieM соотношегош ингредиентов: Кремнийорганическая смола 15-20 Огнеупорный наполнитель72-76 Полисилазофосфортитаноксан1,5-3 Растворитель органический 5-6,5 В качестве огнеутюрного наполнителя слуяжт электрокорунд. Формоваш е изделий происходит при комнатной температуре и давлении 30-50 кг/см в течение 5-8 мин. Полученные изделия обладают достаточной механической npo4iiocTbro и твердеют необратимо, что позволяет повысить точность размеров изделия. После обжига выше 500°С превращаются в ке рамику. В процессе обжига смола частично разлагается. Оставшаяся часть ачужит неорганической матрице и остается в обожженом состоянии. Предложенная смесь дает возможность получать керамические стержни с точностью изготовленной оснастки, имеющие в сыром состоярши С изг. - 40-90 кг/см, поаче обжига при 1350°Сдизг. -150-400 кг/см. Пример. 73,5 вес. % наполнителя смеилтеают с 19,0 вес. % полифенилсилоксановой смолы, растворенной в 4,5 вес. % зтилацетата. В смесь добавляют 2,5 вес. % полисилазофосфортита лссана, растворенного в 0,5 вес. % толуола. Из полугюнной стержневой массы при комнатной температуре методом литья под давлением формуют стержни. После выдержки под давле1таем 50 кг/см в течение 5-8 мин пресс-форму разнимают и снимают стержень. Последующая термообработка стержней проводится без засыпки и профилирующих подставок. ё изг. сырых изделий - 40 кг/см, после обжига при 1350°Сбизг.- 150 кг/см. П р и м р р : . Изготовление стержней проводят так же, как к в примере 1, но соотношение компонентов берут след /ющее (в вес.%) : Полиметилфенилсилоксановая смола15 Электрокорунд76 Полисилазофосфортинаноксан3Растворитель6 и изг. -70кг/см у сырых изделий, бизг. -400 кг/см после обжига при 1350°С„ П р и м е р 3. То же, что и пример 1, но компоненты берут в следующем соотнощении (в ес. %): Полифенилсилоксановая смола Электрокорунд Полисилазофосфортитаноксан Растворитель йизг. - 90 кг/см - у сырых изделий, бизг - 200 кг/см - после обжига при 1350°Сс Во всех примерах точность размеров стержня соответстьо1 ала точности изготовленной оснастки. Таким образом, предложенный состав керамических стержней имеет более высокие свойства, позволяет П учать стержни с точностью, соответствующей точности изготовленной оснастки на данный конкретный вид стержня. Формование изделий происходит при комнатной телшературе. Стержневая масса твердеет необратимо, т.е. изделие не теряет своей формы и геометрии, вследствие чего не требуется применения дополнительных приемов и оборудования (драйеров, обжига в засьшке) Формула изобретения Керамическая смесь для изготовления стержн й, включающая огнеупорный наполнитель, синтетическую смолу, растворитель и отвердитель, о тличающаяся тем, что, с целью повыщения тошости отливок и упрощения технологического процесса их изготовления, она содержит в качестве синтетической смолы кремнийорганическую смолу общей формулы: HO(R5iOut(,.)t5.0,),,,C,H5; m О-8 р 1 -О (р 1 при m : О), а в качестве отвердителя полисилазофосфортитаноксан общей фс /мулы: (CH lsSiOTI CH5$iMi,5 OC4lIs XOC4H9 Ti-0 1/0-n - 0- 0HgC O
к549237„
О6
где X, у 1 - 3Лолисилазоn,m 2,06-20,6фосфортитаноксан1,5-3
при следующем соотношеш1и компонентовРастворитель органический5-6,5
(ввес.%)-:Огнеупорный наполнитель Остальное.
Кремнийорганическая смола 15-205

| название | год | авторы | номер документа |
|---|---|---|---|
| Керамическая смесь для изготовления литейных стержней | 1984 |
|
SU1217550A1 |
| Способ изготовления керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760139C1 |
| Способ изготовления безобжиговых керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760460C1 |
| Г. И. Григорьев,Н. А. Кожикин, Б. Д. Лугинин и Э. 3. Асновичj | 1972 |
|
SU348271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ ПРИМЕНЕНИЯ В ПРОИЗВОДСТВЕ ОГНЕУПОРОВ И СООТВЕТСТВУЮЩИЙ ПРОДУКТ | 2005 |
|
RU2386604C2 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
| Способ изготовления керамических стержней из пластифицированного шликера | 1985 |
|
SU1242292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКРЕМНЕЗЕМНОЙ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2502578C1 |
