(54) ЛЕТУЧИЕ НОЖНИЦЫ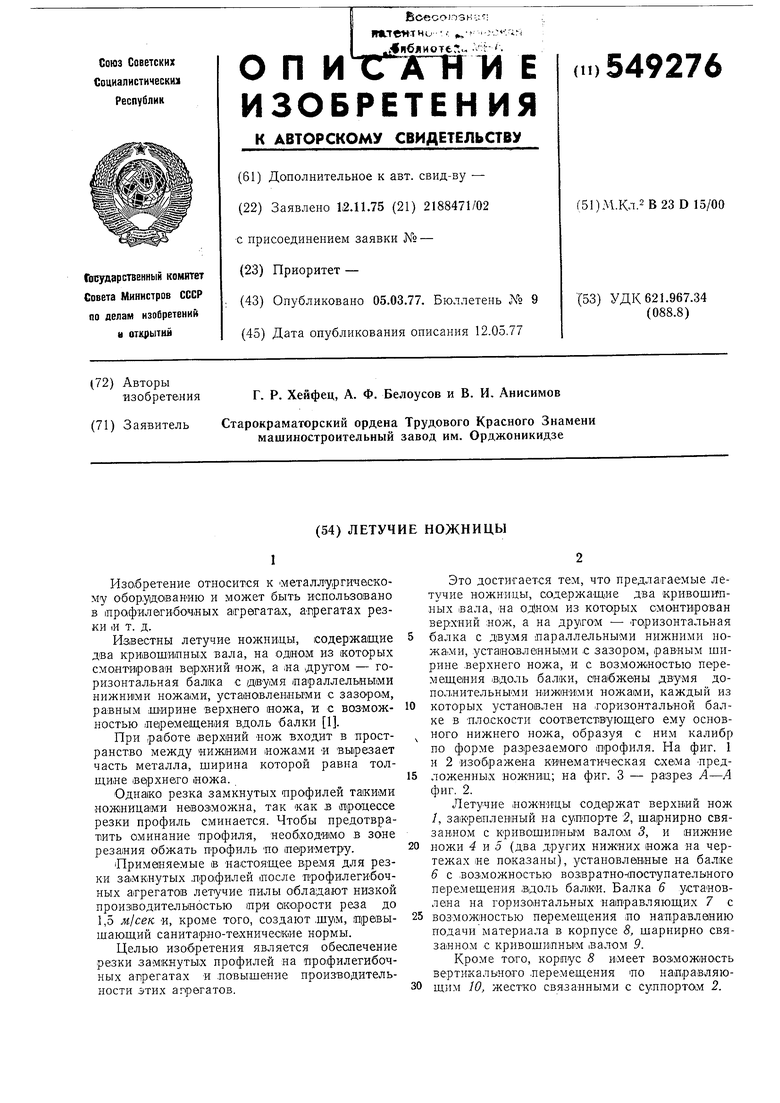
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1981 |
|
SU994161A1 |
| Летучие ножницы | 1989 |
|
SU1669647A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Летучие гильотинные ножницы | 1975 |
|
SU522005A1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2056982C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
Изобретение относится к Металлургическому обор.удованию и может быть использовано в 1ПрофилвгибоЧ|Ных агрегатах, а лрегатах резки |И т. д.
Известны летучие ножницы, содержащие два крввошйпны.х вала, на одном из которых смонтвроввн BqpsHHH нож, а ка другом - горизонтальная балка с (деумя параллельными нижними ножа1ми, установленными с зазором, paiBHHM ширине верхнего ножа, и с возможностью ле/ремеадения в.доль балки 1.
При ра|боте 1верх ний «ож входит в пространство между нижJHИ.мн 1ножа.ми я -вырезает часть металла, ширина которой равна толщине iBeipxHero «ожа.
Однако резка замкнутых профилей такими ножницами невозможна, так как в лроцессе резки профиль сминается. Чтобы предотвратить оминание профилЯ, необходимо в зоне резания обжать профиль по (периметру.
Применяемые в настоящее время для резки замкнутых лрОфилей лосле профилегибочных агрегатов летучие пилы обладают низкой производительностью три скорости реза до 1,5 м/сек и, кроме того, создают .шум, превышающий санитарно-технические нормы.
Целью изобретения является обеспечение резки замкнутых профилей на профилегибочных алрегатах и .повышение производительности этих апрегатов.
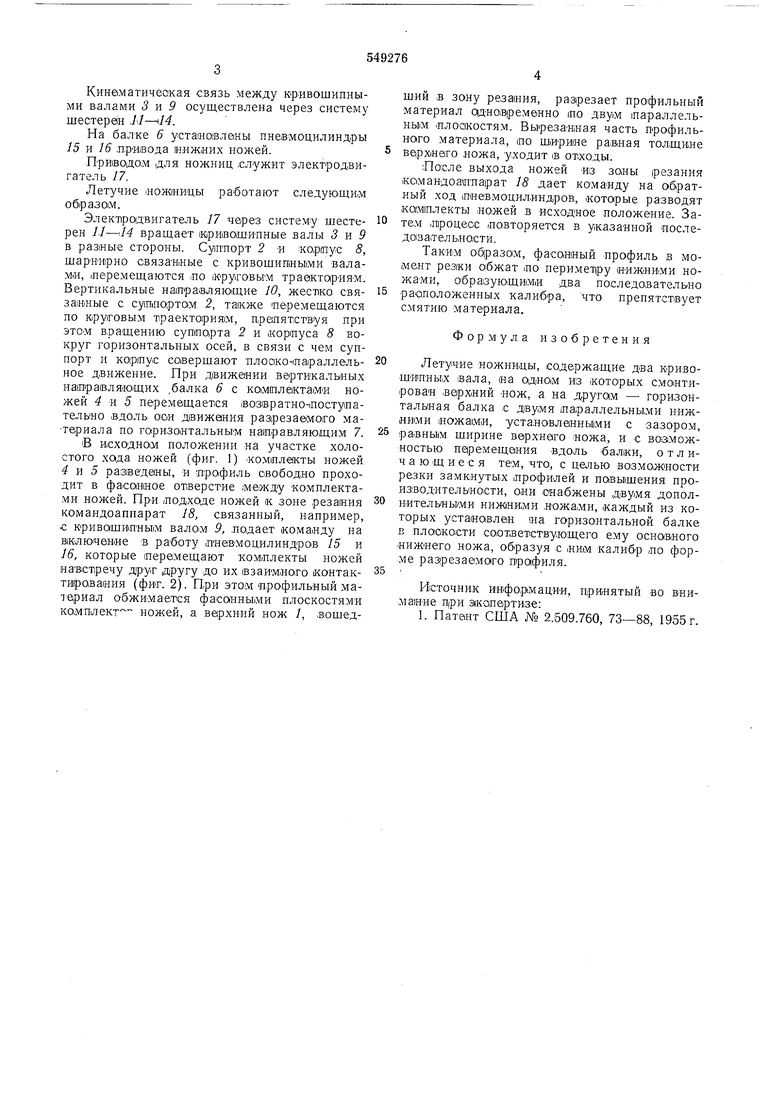
Это достигается тем, что предлагаемые летучие ножницы, содержащие два кривошипных вала, «а ojjHOiM из которых смонтирован верхний нож, а на другом - горизонтальная балка с двумя параллельными нижними ножалш, установленными с зазором, равным ширине .верхнего ножа, и с возможностью перемещания вдоль балки, снабжены двумя дополнительными нижними ножами, каждый из которых установлен на горизонтальной балке в пло.скости соответствующего ему основного нижнего ножа, образуя с ним калибр по форме разрезаемого профиля. На фиг. 1 и 2 изображена кинематическая схема -предложенных ножниц; на фиг. 3 - разрез А-А фиг. 2.
Летучие ножницы содержат верхний нож 7, закрепленный на суппорте 2, шарнирно связанном с кривошипным валам 3, и нижние ножи 4 и 5 (два других нижних ножа на чертежах не показаны), установленные на балке 6 с .возможностью воз;вратно-(поступательного перемещения адоль балки. Балка 6 установлена на горизонтальных натравляющих 7 с воЗМожностью перемещения по направлению подачи материала в корпусе 8, шарнирно связанном с кривошипным .валом 9.
Кроме того, корпус 8 имеет возможность вертикального .переме.щения по направляющ} м 0, жестко связанными с суппортом 2.
Кинематическая связь между юривошипными валами 3 и 9 осуществлена Через систему шестерен ,//-1}4.
На балке 6 устаиовлвны пневмоцилинд.ры 15 и 16 привода нижних ножей.
ПрИ1В01ДО,м для ножниц ,служит электродвигатель J7.
Летучие «ожницы работают следуЮ|ЩИм образом.
Элект1р01ДВИгатель У7 через систему шестерен вращает ирввоши-пные валы и 9 в разиые стороны. Суппорт 2 и корпус 5, шариирно связаиные с кривошиганььми валами, (Перемещаются ло даруговьгм траектарИЯМ. Вертикальяые натравляющие 10, жест1ко связа1нные с сутапортам 2, также перемещаются по круговым траекториям, препятствуя при этом вращению суппорта 2 и корпуса 5 вокруг горизонтальных осей, в связи с чем суппорт и Kopinyc совершают плооконпараллельное движение. При движении вертикальных натравляющих ,балка 6 с комплектами ножей 4 и 5 перемещается .возвратно-лостунательно вдоль оои движения разрезаемого материала по горизоитальным натравляющим 7.
В исходном положении на участке холостого хода ножей (фиг. 1) Комплекты ножей 4 VI 5 разведаны, и ирафиль свободно проходит в фасонное отверстие между ко1мплектами ножей. ПрИ /подходе ножей к зоне резаиия командоаппарат 18, связанный, например, с криващииным валом 9, .подает команду на включение :в работу лневмоцилиндров 15 и 16, которые (Перемещают комплекты ножей навстречу друг до их взаимлаго «онтактироваиия (фи(Г. 2). При этом профильный материал обжимается фасонными плоскостями комплект- ножей, а верхний нож /, вошедший в зону резаиия, разрезает профильный материал одновременно ino двум параллельным плоскостям. Вырезанная часть профильного материала, по ширине равная толщ,И|Не верхнего .ножа, уходит в отходы.
После выхода ножей из зоны резания ксмандоаипарат 18 дает команду на обратный ход пеевмоцилиндров, которые разводят комплекты ножей в исходное положение. Затем процесс повторяется в указанной последовательности.
Таким образом, фасонный профиль в момент резки обжат по nepH.-vieTipy нижними ножами, образующими два последовательно
расположенных калибра, что препятствует смятию материала.
Формула изобретения
Летучие ножницы, содержащие два кривоШипных вала, на одном из которых смонтирован в0рх,ний нож, а на другом - горизонтальная балка с двумя параллельными нижними иожамн, установленными с зазором,
равным ширине верхнего ножа, и с во13(Можностью пе)ремещания вдоль балки, отличающиеся тем, что, с целью возможности резки замкнутьгх профилей и павьишения производительности, они снабжены двумя дополнителыными ниж1ни.ми ножами, каждый из которых установлен на горизонтальной балке в плаокости соответствующего ему осноВ(НОго нижнего ножа, образуя с ним калибр по форме разрезаемаго профнля.
Источник информации, цринятый во внимание П(ри акапертизе:
