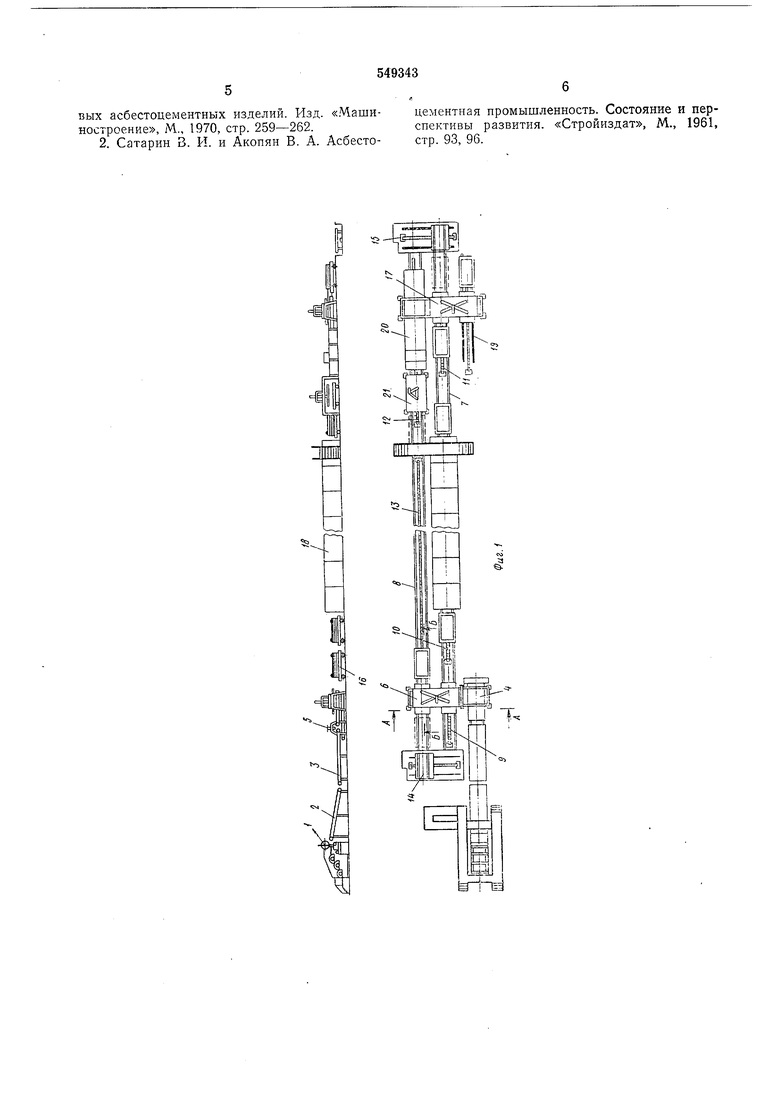
портную систему линии, осуществляющую перемещение в определенном ритме поддонтележек 16. Между разборщиком 17 и укладчиком 6 на пути движения поддон-тележек 16 со стопами из асбестоцементных листов и прокладок расположена камера 18 твердения. В зоне действия разборщика 17 по одну сторону от прямого рельсового пути 7 расположен транспортер 19 стоп листов, а на обратном рельсовом пути 8 - установка 20 для чистки и смазки прокладок. С этой установкой кинематически связан стопировщик 21.
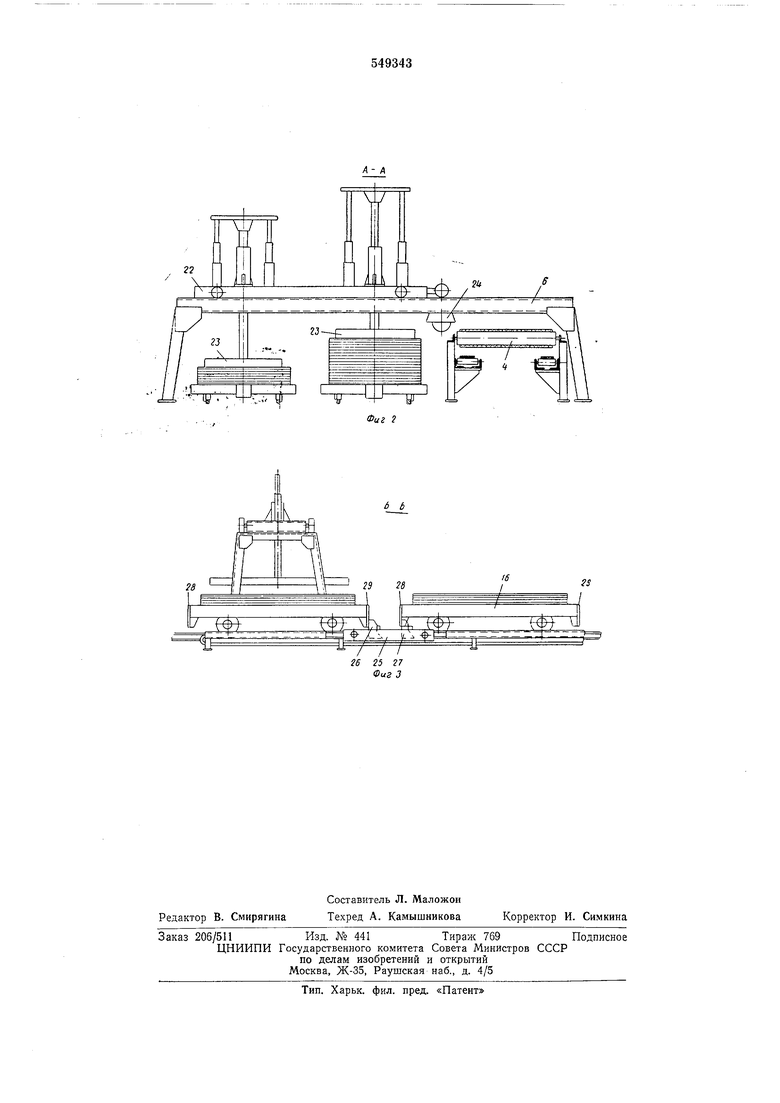
Укладчик 6 включает тележку 22, на которой закреплены вакуум-коробки 23, каждая из которых имеет независимый привод вертикального перемещения. Со стороны стола укладчика к тележке 22 прикреплены ножнины 24 для поперечного раскроя.
Разборщик 17 выполнен аналогичным укладчику (отсутствуют ножницы продольного раскроя). Цепные толкатели выполнены с двумя самоустанавливающимися на каретке 25 упорами 26 и 27 с возможностью их взаимодействия с двуМЯ равновысокими и симметрично расположенными кронщтейнами 28 н 25 йоддон-тележки 16.
Работает линия следующим образом.
Накат, срезанный с форматного барабана листоформовочной машины 1, выстилается на приемном транспортере 2 и далее подающим транспортером 3 перемещается на стол 4 укладчика. По пути движения накат обрезается ножницами 5 для продольного раскроя в размер по щирине. Как только накат на стол укладчика, начинает перемещаться тележка 22 укладчика 6, несущая две вакуум-коробки 25 и ножницы 24 для поперечного раскроя. Последние обрезают накат в размер по длине. В крайнем положении тележки 22 начинают опускаться вакуум-коробки 23. Опускаются вакуум-коробкн 23 на высоту, определяемую высотой стопы и стола укладчика. Одна из вакуум-коробок захватывает свежеотформованный асбестоцементный лист со стола укладчика, а вторая опускает металличесткую прокладку в стопу. После этого вакуум-коробки поднимаются, и с поднятыми вакуум-коробками 23 тележка 22 укладчика 6 перемещается во второе крайнее положение. В этом положении асбестоцементный лист укладывается в стопу, а из стопы металлических прокладок захватывается прокладка, которая при повторном цикле также укладывается в стопу. При наборе заданной стопы на поддонтележки на нее сверху укладывается вакуумкоробкой иригруз, и она цепным толкателм 9 выталкивается из-под укладчика, а на ее место устанавливается порожняя поддон-тележка. После выталкивания груженой поддон-тележки из-под укладчика 6, происходит проталкивание цепным толкателем 10 всего состава поддон-тележек через камеру 18 твердения, где происходит предварительное твердение асбестоцементных листов. Выщедщая при этом поддон-тележка из камеры 18 цепным толкателем // подается к разборщику 17, который рассортировывает стопы. При этом асбестоцементные листы укладываются в стопу на транспортере 19 стоп листов, а прокладки, пройдя через установку 20 чистки и смазки прокладок, стопировщнком 21 укладываются в стопу на ранее разгруженную поддон-тележку 16. Порожняя поддон-тележка из-под разборщика 17 при очередном проталкивании скатывается за счет сил инерции по наклонному пути на передаточную тележку 15, которая перемещает ее к линии возврата. Цепным толкателем 12 поддон-тележка снимается с передаточной тележки 15 и подается к стопировщику 21, где на нее укладываетсяпригруз, а затем заданная стопа прокладок, после чего она цепным толкателем 13 подается к укладчику 6.
Разгруженная от прокладок и пригруза поддон-тележка выталкивается из-под укладчика 6 груженой поддон-тележкой на наклонный участок пути, по которому она скатывается на передаточную тележку 14 для перемещения ее к цепному толкателю 9, обеспечивающему подачу поддон-тележек под загрузку их укладчиком 6 стопами из асбестоцементных листов и прокладок.
Смена поддон-тележек на постах осуществляется следующим образом.
После заверщения укладки или разборки стопы включается привод толкателя, каретка 25 которого с упорами 26 и 27 соверщает рабочий ход, при этом передний упор 26, воздействуя на задний кронщтейн 29 предыдущей поддон-тележки, выкатывает ее из рабочей зоны. Одновременно задний упор 27, воздействуя на передний кронщтейн 28 последующей поддон-тележки, перемещает ее в рабочую зону, чем обеспечивается быстрая смена поддон-тележек на постах в пределах цикла работы основного оборудования.
Формула изобретения
Технологическая линия для изготовления асбестоцементных листов, включающая поддон-тележки и расположенные в технологической последовательности листоформовочную мащнну, приемные транспортеры и связанные транспортным рельсовым путем пост укладки, камеру твердения, пост разборки и иост стопирования прокладок, отличающаяся тем, что, с целью улучшения условий труда, она снабжена двухпозиционными цепными толкателями, двумя передаточными тележками, одна из которых замыкает транспортный путь поста укладки, вторая - поста разборки и стопирования прокладок, а поддон-тележки выполнены с центрально расположенными кронщтейнами.
Источники информации, принятые во внимание экспертизой:
1. Нейфельд М. С. н Мороз П. С. Механическое оборудование для производства лнсто5 6
вых асбестоцементных изделий. Изд. «Маши- цементная промышленность. Состояние и перностроение, М., 1970, стр. 259-262.спективы развития. «Стройиздат, М., 1961,
2. Сатарин В. И. и Акопян В. А. Асбесто- стр. 93, 96.
549343 
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 1970 |
|
SU282992A1 |
| СПОСОБ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНОЙ ПЛИТЫ ПОД ФАСАД | 2002 |
|
RU2232151C1 |
| Способ беспрокладочного твердения асбестоцементных волнистых листов | 1991 |
|
SU1812175A1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЛИСТОВ СТЕКЛА ИЗ ЛЕНТЫ | 1989 |
|
RU2068813C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| Устройство для волнировки асбоцементных листов | 1959 |
|
SU131257A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ВОЛНИСТЫХ ЛИСТОВФона SHO^EFTOS | 1972 |
|
SU420457A1 |
28
гз
