ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ беспрокладочного формования волнистого листа | 1980 |
|
SU958100A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 1970 |
|
SU282992A1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| Устройство для придания продольной кривизны свежесформованным асбестоцементным волнистым листам | 1984 |
|
SU1196269A1 |
| Конвейер камеры твердения профильных листовых изделий | 1978 |
|
SU674911A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ВОЛНИСТЫХ ЛИСТОВФона SHO^EFTOS | 1972 |
|
SU420457A1 |
| УСТАНОВКА ДЛЯ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТЫХ ЛИСТОВ из ФИБРОЦЕМЕНТА | 1972 |
|
SU347203A1 |
| СПОСОБ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНОЙ ПЛИТЫ ПОД ФАСАД | 2002 |
|
RU2232151C1 |
| Устройство для профилирования асбестоцементных листов и оболочек | 1984 |
|
SU1268423A1 |
Использование: при беспрокладочном . твердении асбестоцементных волокнистых листов, что позволяет исключить брак верхних листов при увеличенной стопе с 10-12 до 20 шт. Снижение брака по геометрии волнистых листов (шифера) имеет большое значение для герметичности стыков шиферной кровли в период ее эксплуатации. Сущность изобретения: в период всего времени цикла термообработки свежесформованных листов в паровоздушной среде на боковые кромки листов прикладывают силу сдвига, удовлетворяющую условию: РСдв{Р(п- f)cosa(0,4 у + 0,32) + (0,032 у + + 0,009)Ln(2 у - 1.9)/(0,15W-2,0)}/0,02W- 0,1, где Р - масса кромки листа, кг; п - число листов в стопе, шт.; а -угол наклона плоского участка листа, град.; у - плотность материала листов, г/см13, L - длина листа, см; W - влажность, %, которая действует в течение всего цикла термообработки в паровоздушной среде. 1 табл.
Изобретение относится к производству строительных материалов, а именно, к изготовлению волнистых асбестоцементных листов.
Цель изобретения - снижение брака при увеличении количества листов в стопе за счет сохранения начальной геометрии листа в процессе термообработки в паровоздушной среде.
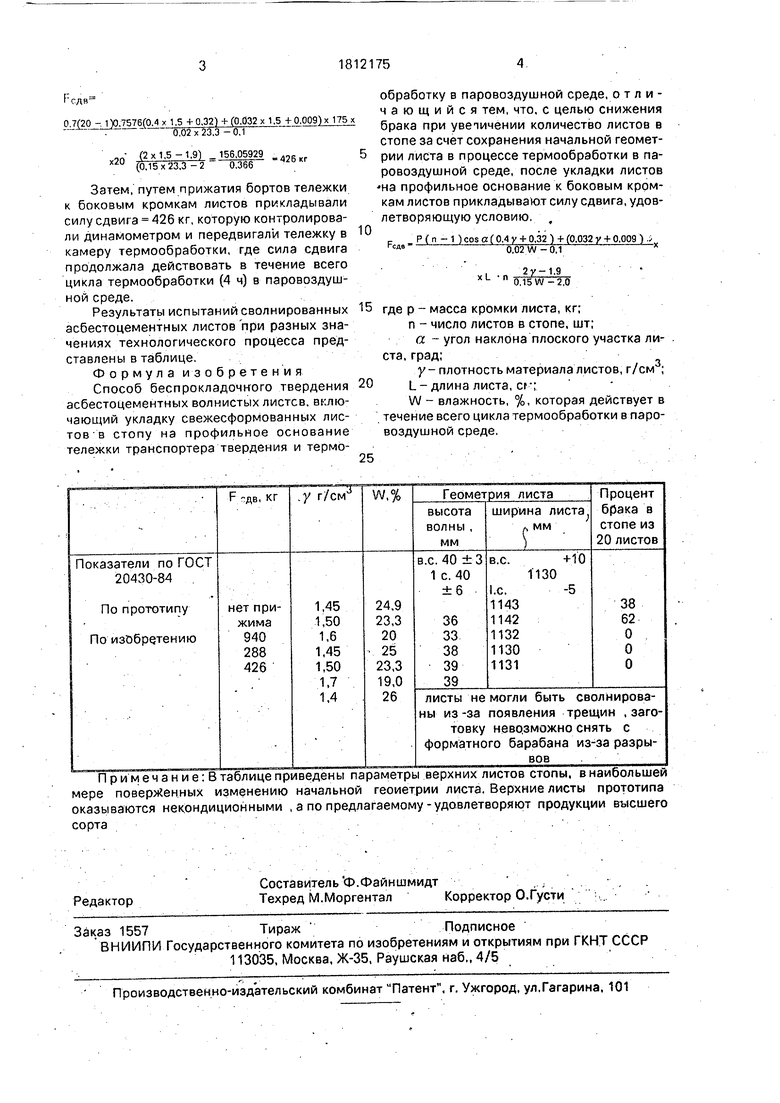
Сформованные асбестоцементные листы имеют плотность (уЛ 1,6 у 1,45 г/см4) и влажность (W) 25 W 20(%), и это обусловлено тем, что при плотности, большей 1,6 г/см , и, влажности, меньшей 20%, листы теряют эластичность и при вол- нировкё образуются трещины, а при плотности, меньшей 1,45 г/см , и влажности, большей 25%, заготовку невозможно снять
с форматного барабана листоформовочной машины из-за разрывов материала.
Пример. Эксперимент проводился в условиях действующего производства, где сволнированные листы профиля средней волны СВ-40 шириной 1130 мм и длиной 1750 мм укладывались вакуумной коробкой укладчика на профильное основание тележки транспортера твердения по 20 листов (п) в каждую тележку. Листы имели следующие показатели:
Р-0,7 кг
ч cos a 0.7576 у 1,5 г/см3
1 175см
W 23,3%;
по которым определялась сила сдвига:
00
ю
ел
гсдв0.7(20 -1)0,7576(0.4 х 1,5 +0.32) + С0.032 х 1.5 + 0,009) х 175 х - ---0.02x23,3-0,1
(2x1.5-1,9) (0.15x23,3 -2
156,05929
0,3
426кг
Затем, путем прижатия бортов тележки к боковым кромкам листов прикладывали силу сдвига 426 кг, которую контролировали динамометром и передвигали тележку в камеру термообработки, где сила сдвига продолжала действовать в течение всего цикла термообработки (4 ч) в паровоздушной среде.
Результаты испытаний сволнированных асбестоцементных листов при разных значениях технологического процесса представлены в таблице.
Формула изобретения
Способ беспрокладочного твердения асбестоцементных волнистых листов, включающий укладку свежесформованных листов в стопу на профильное основание тележки транспортера твердения и термо0
обработку в паровоздушной среде, отличающийся тем, что, с целью снижения брака при уветичении количество листов в стопе за счет сохранения начальной геометрии листа в процессе термообработки в паровоздушной среде, после укладки листов на профильное основание к боковым кромкам листов прикладывают силу сдвига, удовлетворяющую условию.
F - р( 1 ) cos а (0.4 у+ 0.32)+(0.032 у+ 0.009) - Роде ---- 0.02 W-0,1--------L-K
xL
2у-1.9 0.15 W-2.0
где р - масса кромки листа, кг; п - число листов в стопе, шт; а - угол наклона плоского участка листа, град;
у - плотность материала листов, г/см ; L- длина листа, ск; W - влажность, %, которая действует в течение всего цикла термообработки в паровоздушной среде.
| Оборудование для производства эсбе- стоцементных изделий | |||
| Отраслевой каталог | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
