Изобретение относится к промышленности строительных материалов и может быть использовано в произволстве листовых асбестоцементных изделий экструзионным и другими способами..
известна конвейерная линия для прокладочного производства листовых асбестоцементных изделий, содержа, щая фор мовочное оборудование, механизмы обрезки изделий, укладки и разборки стоп-изделий и прокладок конвейер возврата прокладок, поворотные площадки и горизонтально замкнутый тележечный конвейер, одна из ветвей которого расположена в камере твердения, оборудованной снижателями,.подъемниками и гидравлическими толкателями поезда тележек 1.
Недостатками линии являются низкая надежность работы, обусловленная наличием большого количества сложных механизмов (снижатели,подъемники, поворотные площадки), а также деформации прокладок в процессе их возврата на конвейере, что снижает качество изделий.
Наиболее близкой к предложенной является конвейерная линия, содержащая расположенные в технологической
последовательности формовочное оборудование , приемные и передаточныл транспортеры, механизмы обрезки из- . делий, укладки и разборки стоп-изделий и прокладок, чистки и смазки прокладок, камеру твердения и горизонтально замкнутый тележечный конвейер с установленными по торцам каждого ряда толкателями поезда
10 теле сек-и передаточными тележками 2.
Недостатком линии является низкий съем продукции с единицы производственной площади.
Целью изобретения является эконо15мия производственной площади и повышение производительности линии.
Указанная цель достигается тем, что в конвейерной Линий для изготов- , ления листовых асбестоцементных из20делий, содержащей расположенные в технологической последовательности формовочное оборудование, приемные и передаточные транспортеры, механизмы обрезки изделий, укладки и раз25борки стоп-изделий и прокладок,чистки и прокладок, Кс1меру твердения и горизонтально замкнутый тележечный конвейер с установленными по торцам каждого ряда толкателями
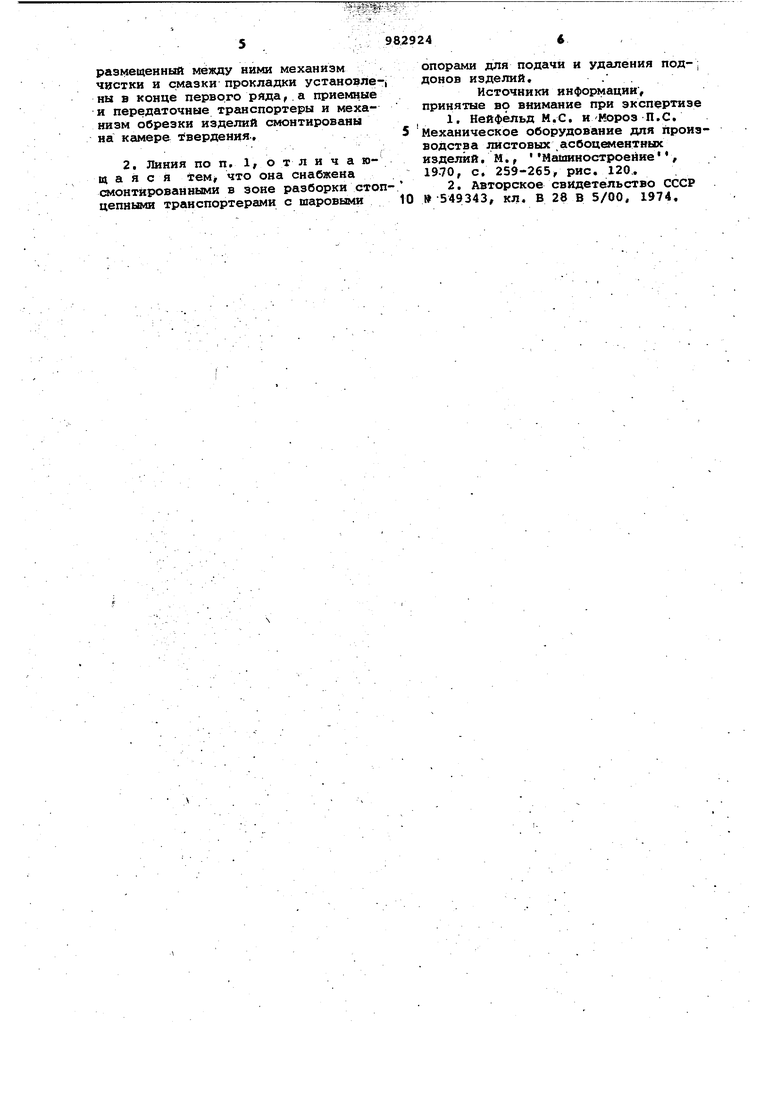
30 поезда тележек и передаточными тележками, камера твердения расположена в два ряда над путями тележного конвейера со смещением первого ряда в сторону формовочного оборудования и второго - в противоположную сторону, причем механизмы укладки и разборки стоп и размещенный между ними механизм чистки и смазки прокладок установлены в конце первого ряда, а приемные и передаточные транспортеры и механизм обрезки изделий смонтированы на камере твер. дения. Кроме того, линия снабжена смонти рованными в зоне разборки стоп-цепными транспортерами с шаровыми опорами для подачи и удаления поддонов изделий. На фиг,1 и 2 изображена линия в проекциях, общий вид; на фиг.З разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1; на фиг,5 - транспортная схема линии. Конвейерная линия включает формовочное оборудование в виде экструдера 1, однолучковый резак 2, приемный транспортер в виде рольганга 3, камеру 4 твердения, на которой установлены передаточный транспортерускоритель 5 с механизмом , б обрезки изделий, передаточный транспортер 7 и секционный комплектовочный стол 8 В конце камеры 4 твердения установлены укладчик 9 и разборщик 10, свяЗанные установкой 11 чистки и смазки Прокладок, Цепные толкатели 12 и 13 поддон-тележки 14, две передаточные тележки 15 и 16 образуют горизонталь но-замкнутый конвейер. На посту разборки стоп установлены два цепных транспортера 17 и 18 с шаровыми опорами 19, обеспечивающие подачу поддонов под загрузку и ..быстрое удаление их после загрузки. Линия для изготовления асбестоцементных изделий работает следующим образом. Свежесформованная асбестоцементна полоса поступает от зкструдера 1 на свободный конец приемного рольГанга 3, где от нее однолучковым резаком 2 отрезается заготовка мерной длины, которая механизмом 6 обрезки изделий, установленном над транспортером-ускорителем 5, разрезается в размер по длине и далее подается на Передаточный транспортер 1, Совершая поперечные перемещения, передаточный транспортер 7 загружает поочередной выдачей секционный комплектовочный ртол 8, который груп пу изделий подает под вакуумный укладчик 9, На поддон-тележках 14 укладчиком 9 стопируются стопы изделий и метсшлических прокладок поочередной их укладкой. Одновременно с укладкой изделий в стопу с помощью разборщика 10 производится рассортировка одной из стоп, прошедшей термовлажностную обработку в камере 4 твердения. Затвердевшие изделия укладываются на поддон, установленный на цепном транспортере 18, а прокладки, пройдя установку 11 чистки и смазки,подаются для укладки их в формуемую стопу. После набора определенного количества изделий и прокладок в стопе происходит проталкивание всего состава загруженных поддон-тележек 14 на шаг с помощью.цепного толкателя , 12, который одновременно с передаточной тележки 16 транспортирует на позицию загрузки порожнюю поддонтележку 14, Вышедшая из первого ряда камеры 4 твердения поддон-тележка 14 с помощью передаточнр,й тележки 15перемещается в зону действия цепного толкателя 13, посредством которого она подается во второй ряд камеры тепловой обработки. Передаточные тележки.15 и 16 работают синхронно, поэтому при разгрузке тележки 15 происходит загрузка тележки 16очередной поддон-тележкой 14 с изделиями, прошедшими режим пропаривания. С возвращением передаточных тележек 15 и 16 в исходное положение вкл10чаются в работу укладчик 9 и разборщик 10, и цикл укладки сырых изделий в стопу, а затвердевших на поддон готовых изделий,возобновляется. Подача порожних поддонов под загрузку производится цепным транспортером 17, а съем готовых изделий осуществляется краном после выдачи транспортером 18 загр енных поддонов на позицию выгрузки. Формула изобретения 1. Конвейерная линия-для изготовления листовых асбесгоцементных изделий, содержащая расположенные в технологической последовательности формовочное оборудование, приемные и передаточные транспортеры, механизмы обрезки изделий, укладки и разборки стоп-изделий и прокладок, чистки и смазки прокладок, камеру твердения, и горизонтально-замкнутый тележечный конвейер с установленными по торцам каждого ряда толкателями поезда тележек и передаточными тележками, отличающаяся тем, что, с целью экономии производственной площади и повышения производительности, камера твердения расположена в два ряда над путями тележечного конвейера со смещением первого ряда в сторону формовочного оборудования и /второго - в противоположную сторонку, причем механизмы укладки и разборки стоп и
размещенный между ними механизм чистки и смазки прокладки установлены в конце первого ряда,.а приемные и передаточные транспортеры и механизм обрезки изделий смонтированы на камере твердения., .
2, Линия по п. 1, о т л и ч а юц а я с я темj что она снабжена смонтированными в зоне разборки стопцепными транспортерами с шаровыми
опорами для подачи и удаления под-; донов изделий, / ,
Источники информации , принятые во внимание при экспертизе
1.Нейфёльд М.С. иМороз П.С.
Механическое оборудование для производства листовых , асбоцементных изделий, М., Машиностроение, 19-70, с. 259-265, рис. 120,,
2,Авторское свидетельство СССР 549343, кл, В 28 В 5/00, 1974,
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления асбестоцементных листов | 1974 |
|
SU549343A1 |
| Устройство для волнировки асбоцементных листов | 1959 |
|
SU131257A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Технологическая линия для изготовления бетонных изделий | 1987 |
|
SU1735007A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |


xQa
-to
/
sa
/I-/1
А.
а
