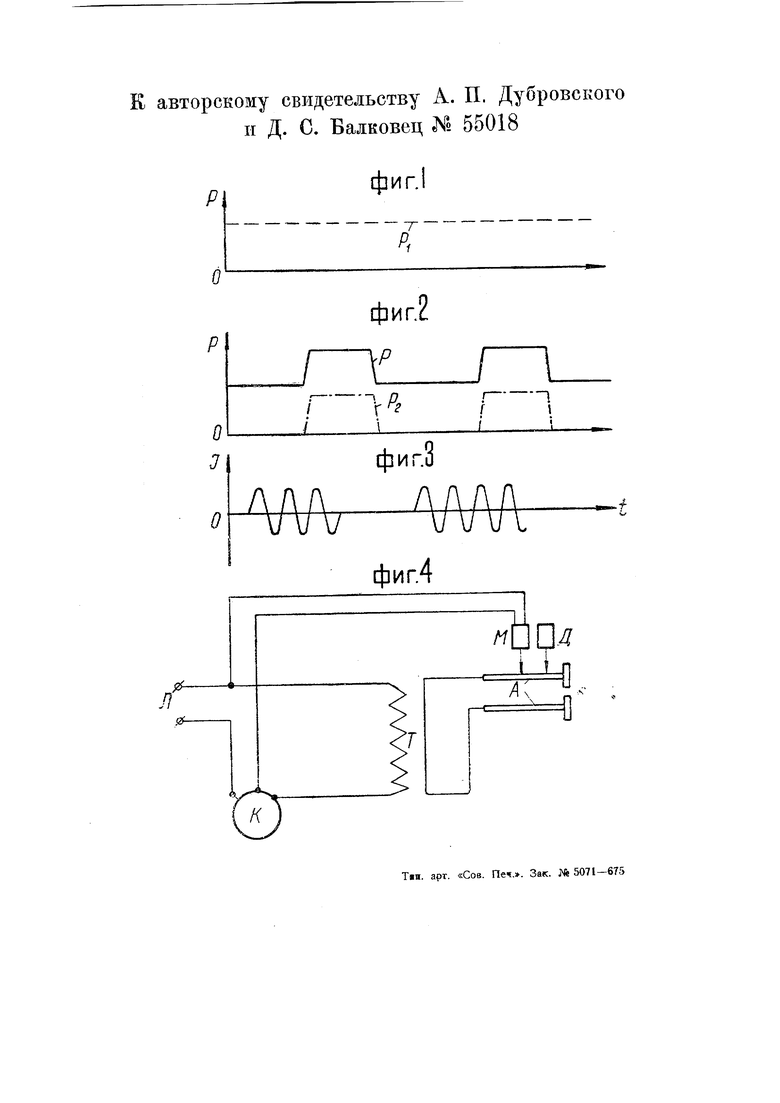
Большинство существующих сварочных машин работают при неизменяемом в процессе сварки давлении (фиг. 1). Это является существенным недостатком этих мащин, так как для получения высококачественной сварки необходимо применять давление, изменяющееся в течение каждого сварочного импульса (фиг. 2). Применение такого цикла давлений особо важно при сварке легких сплавов.
Осуществление такого сварочного графика по фиг. 2 вс1;речает ряд серьезных практических затруднений. Сварочные импульсы при сварке металлов и сплавов (нержавеющая сталь и легкие сплавы) имеют весьма малую продолжительность, а именно порядка 0,05-0,3 сек. Эти импульсы при сварке, в особенности при роликовой, могут следовать через интервалы в 0,05-0,5 сек. Таким образом, полный сварочный цикл осуществляется в течение 0,1-0,8 сек.
Как видно из графика фиг. 2, давление должно быть строго синхронизировано со включением тока, производимым в современной практике специальной аппаратурой, обычно
прерывателями-контроллерами, работающими синхронно с переменным током сети.
Отсюда следует, что механизм, осуществляющий переменное давление, должен действовать строго синхронно с переменным током сети и импульсами, даваемыми прерывате.)гем.
Разрешение этой задачи при помощи пружинного, пневматического или гидравлич.еского механизмов чрезвычайно затруднительно и громоздко.
Предметом настоящего авторского свидетельства является машина для точечной сварки, которая с больщой простотой осуществляет сварочный цикл по графику фиг. 2 (или по аналогичному графику переменного давления).
Согласно изобретению, с целью получения переменного давления, изменяющегося синхронно со сварочным током, мащина кроме обычного устройства, создающего одним из известных способов давление, постоянное по величине во все время сварочного процесса, снабжена электромагнитным устройством, создающим дополнительное давление лищь
на определенной части времени протекания сварочного тока и управляемым синхронным коммутатором, включающим и выключающим сварочный ток. Сущность изобретения поясняется фиг. 4 чертежа, на которой изображена принципиальная электрическая схема предлагаемой машины.
Электрододержатели А мащины для точечной сварки присоединены к вторичной обмотке сварочного трансформатора Т. Первичная обмотка последнего питается током от источника Л через прерыватель К импульсами тока, показанными на фиг. 3, где t-время, а/ - мгновенное значение силы сварочного тока. Кроме обычного гидравлического, пружинного или иной системы механизма Д, создающего постоянное сварочное давление Pj (фиг. 1), предлагаемая мащина снабжена электромагнитным механизмом М, периодически создающим дополнительное давление Рг (фиг. 2). Механизм Ж, создающий переменное давление, для создания синхронности между сварочным током и давлением включается от того лее прерывателя К, который подает импульсы тока сварочному трансформатору Г.i Необходимое отставание или oneрежение дополнительного давления (фиг. 2) по отношению к моменту сварочного импульса (фиг. 3) достигается соответствующей регулировкой прерывателя Я.
В качестве прерывателя К может применяться прерыватель любой конструкции, имеющий синхронно вращающийся барабан. Для включения электромагнита механизма М в прерывателе устанавливаются дополнительные щетки.
При таком выполнении механизма давления легко достигается синхронизация периодичности давления с импульсами сварочного тока.
Механизмы Д и М допускают регулировку абсолютного значения давления и продолжительности давления, создаваемого механизмом Mft т. е. таким образом, форма кривой Р (фиг. 2) суммарного давления может быть установлена любая.
Предмет изобретения.
Машина для точечной сварки, отличающаяся тем, что, с целью получения переменного давления, изменяющегося синхронно со сварочным током, мащина кроме обычного устройства, создающего одним из известных способов давление, постоянное по величине во все время сварочного процесса, снабжена электромагнитным устройством, создающим дополнительное давление лищь на определенной части времени протекания сварочного тока и управляемым синхронным коммутатором, включающим и выключающим сварочный ток. к авторскому свидетельству А. и Д. С. Балковец Л П. Дубровского 55018
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для преобразования переменного тока в импульсный | 1935 |
|
SU51532A1 |
| Способ контроля процесса точечной сварки | 1947 |
|
SU74264A1 |
| Устройство для измерения действующих значений сварочного тока на контактных машинах переменного тока | 1955 |
|
SU107960A1 |
| Автоматический клапан | 1950 |
|
SU92991A1 |
| Клещи для роликовой электросварки | 1937 |
|
SU52761A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1941 |
|
SU62267A1 |
| Способ роликовой сварки металлов | 1952 |
|
SU97064A1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
| Прерыватель тройного действия для точечной сварки | 1948 |
|
SU83455A1 |
| Прерыватель для электрической контактной сварки | 1937 |
|
SU54638A1 |