Согласно изобретению, предлагается наблюдение за протеканием сварочного процесса осуществлять путем измерения мгновенного имггульса силы, возбуждаемого металлом, расширяющимся в процессе образования сварочной точки. При этом перемещение электрода измеряется нри помощи индикатора дефор:мацин, а напряженнее, возникающее Б электрододержателе, измеряется тензометром.
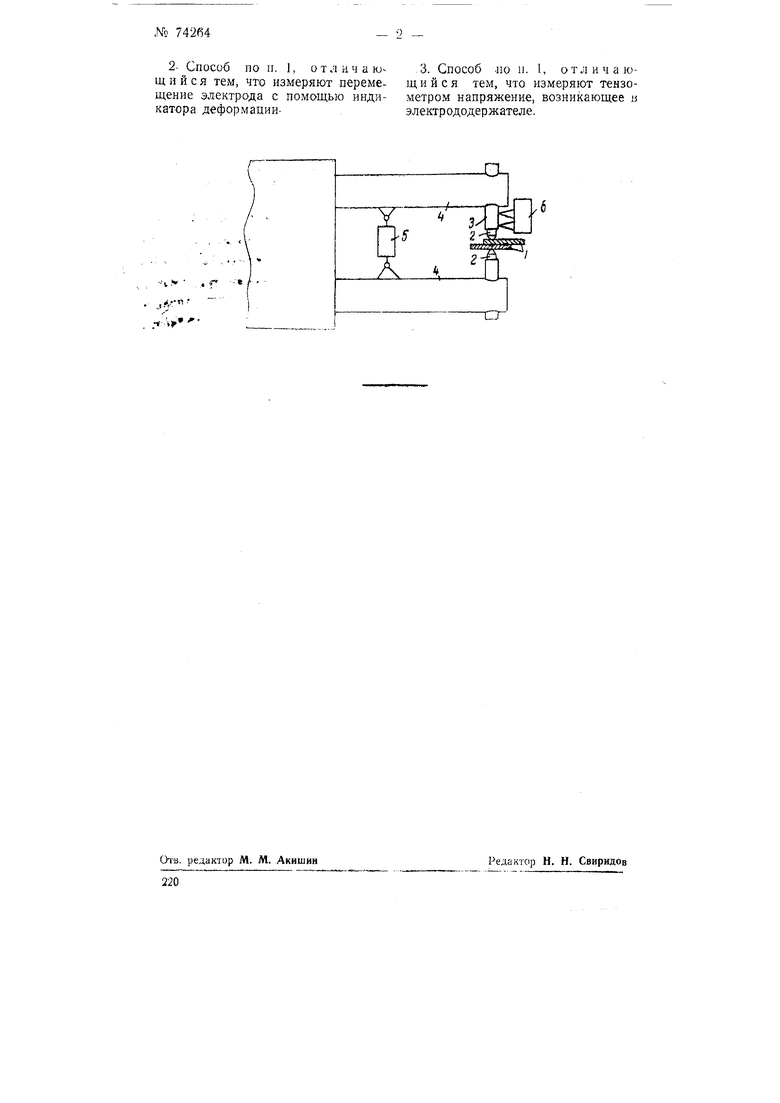
На чертеже изображена схема контроля процесса точечной сварки, согласно предлагаемому способу.
При точечной сварке металл свариваемых деталей / в зоне, образующей ядро точки, почти мгновен1 0 переходит в жидкое состояние и претерпевает при этом значительное объемное расщирение, составляю|дее 4-8% в зависимости от композиций металла. Давление расщиряющегсся металла создает значительное усилие, которое превыщает силу сжатия электродов 2 и раздвигает последние. Так как сила, )вызьпзаемая расширяющимся металлом, носит динамический характер, то в электрододержателях 3 в момент расплавления металла возникают дополнительные напряжения.
сверх нанряж,е)1)П1, вызываемых давлением электродов. Таким образом, перемещение электродов 2 и величина дополнительных напряжений в НИХ могут служить количественными показателями интенсивности сварочного процесса. Таким же показателем может являться скорость перемещения электродов 2 или скорость нарастания дополнительных напряжений в электрододержателях 3.
Для замера эти.х параметров между консолями 4 машины могут быть установлены деформометр 5 и.лц тензометр 6, показания которых передаются механическим или электрическим путем на регистрирующую, сигнальную или регулирующую аппаратуру.
II р е д м е т изобретения
1. Способ контроля процесса точечной сварки, отличающийся тем, что наблюдение за протеканием сварочного процесса осуществляют путем измерения мгновенного импульса силы, возбуждаемого металлом, расширяющимся в процессе образования сварной точки.
219
2- Способ по п. 1, о т л и ч а ющ и и с я тем, что измеряют перемещение электрода с помощью индикатора деформации.
3. Способ .по п. 1, отличающийся тем, что измеряют тензометром напряжение, возникающее а электрододержателе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический клапан | 1950 |
|
SU92991A1 |
| Устройство для измерения действующих значений сварочного тока на контактных машинах переменного тока | 1955 |
|
SU107960A1 |
| Способ роликовой сварки металлов | 1952 |
|
SU97064A1 |
| Машина для точечной сварки | 1938 |
|
SU55018A1 |
| Устройство для управления процессом точечной сварки | 1951 |
|
SU95075A2 |
| Способ приведения во вращение роликового электрода в машинах для шовной сварки | 1935 |
|
SU45696A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU507423A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1941 |
|
SU62267A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
-ч.
jiV:- -V
