Изобретение касается известных центробежных машин карусельного типа для литья.
В нредлагаемой центробежной машине, при приближении изложниц к постоянно враш,аю1димся патронам, изложницы подаются в них посредством толкателей и получают врашательное движение с патронами.
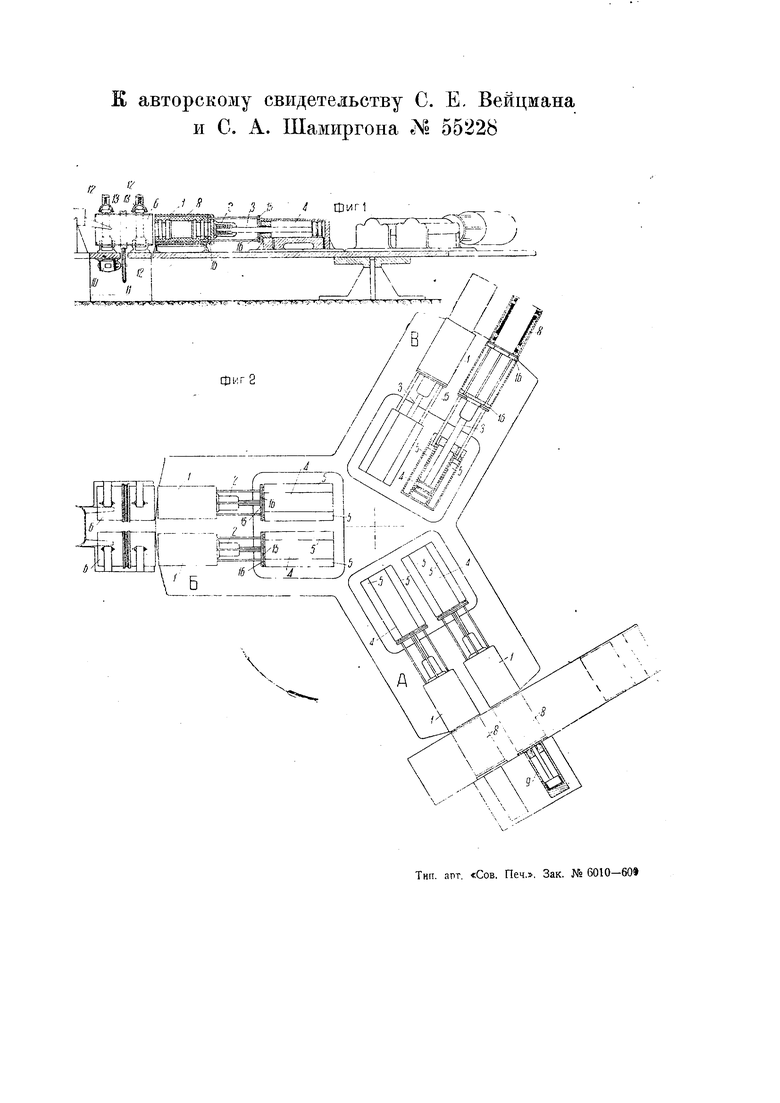
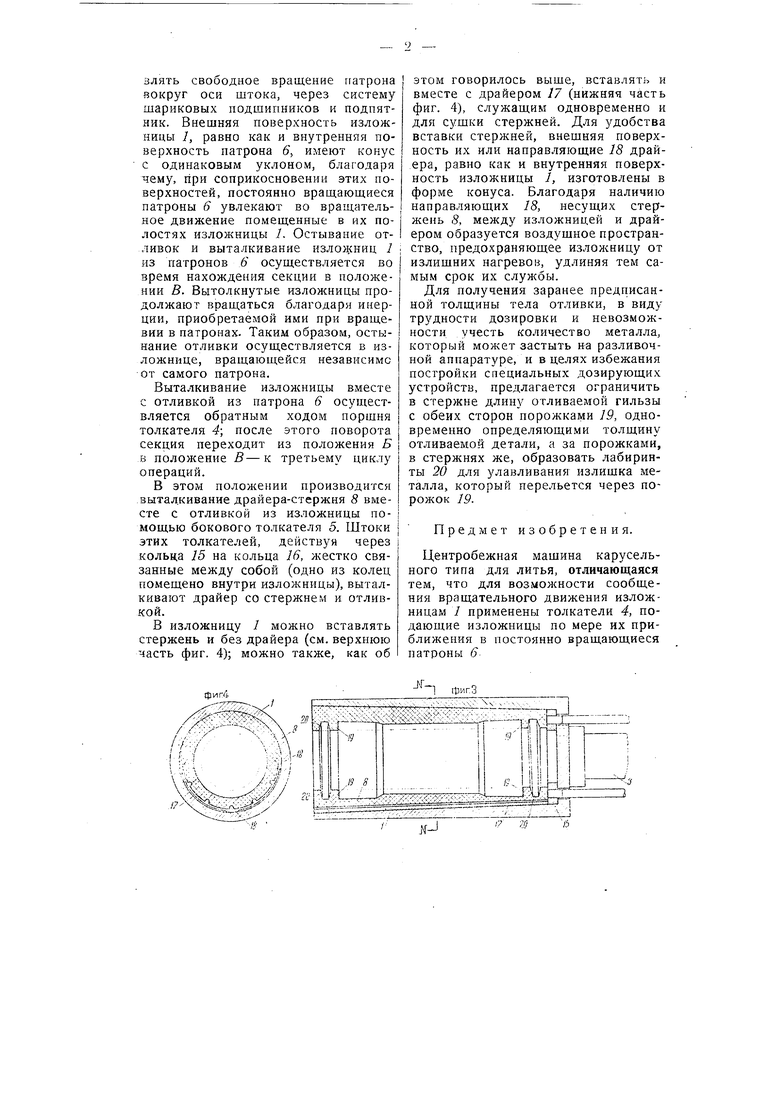
На чертеже фиг. 1 изображает вид сбоку с частичным разрезом центробежной машины карусельного типа для литья; фиг. 2 - вид сверху ее; фиг. 3 - продольный разрез изложницы со вложенным в нее земляным стержнем; фиг. 4 поперечный разрез ее по NN на фиг. 3.
Машина состоит из трех се-кций, занимаюш,их последовательно положения А, Б к В под углом в 120° и соответственно предназначенных для трех циклов процесса. Секции смонтированы на периодически врапдающемся столе - типа револьверной головки.
Каждая секция состоит из двух изложниц 1, соединенных посредством специальных муфт 2 через штоки 3 с двумя группами толкателей 4 и о.
Технология процесса предусматрк вает разбивку операций на три про изводственных цикла.
Первый цикл операций определяет секция А, где производится вталкивание толкателем .9 в изложницы 1 драй еров со стержнями . поступающими но транспортеру. После этого секция из положения .4 переходит в положение Б для второго цикла операций.
Второй цикл операций определяется положением Б. У этой точки расположена стационарная установка, состоящая из постоянно вращающихся от мотора 10, через фрикционную передачу 11, патронов б, располагаемых в двух, люкетах 12, име.щих по три ролика 13 г аждый. С внешней стороны патронов на KpoHuiTei;не 14 установлен прмелшый ковш 7 с двумя жолобами. В момент подхода секции в положение В и установк;; изложниц / против патронов 6. толкатели 4 вталкивают изложницы / в полости вращаюш,ихся патронов . В этот момент, через жолобы металл из ковща 7 подается внутрь изложниц. Так осуществляется операция заливки. Муфты 2 позволяют осуществлять свооодное вращение патрона вокруг оси штока, через систему шариковых подшипников и подпятник. Внешняя поверхность изложницы 1, равно как и внутренняя поверхность патрона 6, имеют конус с одинаковым уклоном, благодаря чему, при соприкосновении этих поверхностей, постоянно врашающиеся патроны 6 увлекают во вращательное движение помещенные в их полостях изложницы 7. Остывание отливок и выталкивание изложниц / из патронов 6 осуществляется во время нахождения секции в положении В. Вытолкнутые изложницы продолжают вращаться благодаря инерции, приобретаемой ими при вращевии в патронах. Таким образом, остынание отливки осуществляется в изложнице, вращающейся независимо от самого патрона.
Выталкивание излоисницы вместе с отливкой из патрона 6 осуществляется обратным ходом порщня толкателя 4; после этого поворота секция переходит из положения Б в положение В-к третьему циклу операций.
В этом положении производится вытал.кивание драйера-стержня 8 вместе с отливкой из изложницы помощью бокового толкателя 5. Штоки этих толкателей, действуя через кольца 15 на кольца 16, жестко связанные между собой (одно из колец помешено внутри изложницы), выталкивают драйер со стержнем и отливкой.
В изложницу 1 можно вставлять стержень и без драйера (см. верхнюю часть фиг. 4); можно также, как об
этом говорилось выше, вставлять и вместе с драйером 17 (нижняя часть фиг. 4), служащим одновременно и для сушки стержней. Для з добства вставки стержней, внешняя поверхность их или направляющие 18 драйера, равно как и внутренняя поверхность изложницы /, изготовлены в форме конуса. Благодаря наличию направляющих /8, несущих стержень 8, между изложницей и драйером образуется воздушное пространство, предохраняющее излоясницу от излишних нагревов, удлиняя тем самым срок их службы.
Для получения заранее предписанной толщины тела отливки, в виду трудности дозировки и невозможности учесть количество металла, который может застыть на разливочной аппаратуре, и в целях избежания постройки специальных дозирующих устройств, предлагается ограничить в стержне длину отливаемой гильзы с обеих сторон порожками 19, одновременно определяющими толщину отливаемой детали, а за порожками, в стержнях же, образовать лабиринты 20 для улавливания излищка металла, который перельется через порожок 19.
Предмет изобретения.
Центробежная машина карусельного типа для литья, отличающаяся тем, что для возможности сообщения вращательного движения изложницам 7 применены толкатели 4, подающие изложницы по мере их приближения в постоянно вращающиеся патроны 6
1Г-.
1 фигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная литейная машина | 1937 |
|
SU54619A1 |
| Центробежная машина для литья | 1938 |
|
SU57519A1 |
| Пескодувная формовочная машина | 1953 |
|
SU120311A1 |
| МАШИНА КАРУСЕЛЬНОГО ТИПА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ | 1936 |
|
SU52403A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ЛИТЬЯ В ПОСТОЯННЫЕ ФОРМЫ | 1937 |
|
SU52483A1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ОТЛИВКИ ТРУБ | 1936 |
|
SU53761A1 |
| Патрон для центробежных литейных машин | 1978 |
|
SU996080A1 |
| Машина карусельного типа для центробежной отливки | 1940 |
|
SU61435A1 |
| Машина для центробежной отливки чугунных труб | 1961 |
|
SU150599A1 |
| Карусельная установка для производства фасонных отливок из алюминиевых сплавов | 2023 |
|
RU2819495C1 |