Существует много машин карусельного типа для центробежной отливки, в том числе и такие, у которых патроны вращают входящие в них формы, а сами в свою очередь приводятся в движение фрикционной передачей.
Предлагаемая мащина относится к типу мащин с фрикционной передачей вращения, у которых патроны вращают вставные формы. От известных конструкций предлагаемая машина отличается тем, что в качестве одного звена этой передачи применены внешние резиновые рбоды, которыми снабжены вышеуказанные патроны, а в качестве другого звена передачи применен непрерывно вращающийся с постоянной скоростью диск, составляющий часть механизма карусели машины, причем изменение скорости вращения форм достигается перестановкой патронов в радиальном направлении. Другим отличием предлагаемой машины является то, что сами формы для отливки изготовлены в виде ребристых открытых цилиндров с поршнем, находящимся под воздействием подпружиненного рычага, который связан с вращающейся частью карусели и предназначен
для автоматического отведения поршня к центру машины во время остановки формы. Это устройство имеет своей целью освобОлТ,ить полости цилиндра для помещения в ней земляного стержня, зажать стержень силою пружины во время вращения форлты и ее заливки, а также выбивать стержень с изделием после заливки.
Кроме того, в машине применено особое устройство для автоматического перекрытия струи заливаемого металла, который подается из разливочного ковща во вращающийся заливочный жолоб, для чего перекрыватель находится под воздействием подпружиненного копира, связанного с вращающейся частью карусели.
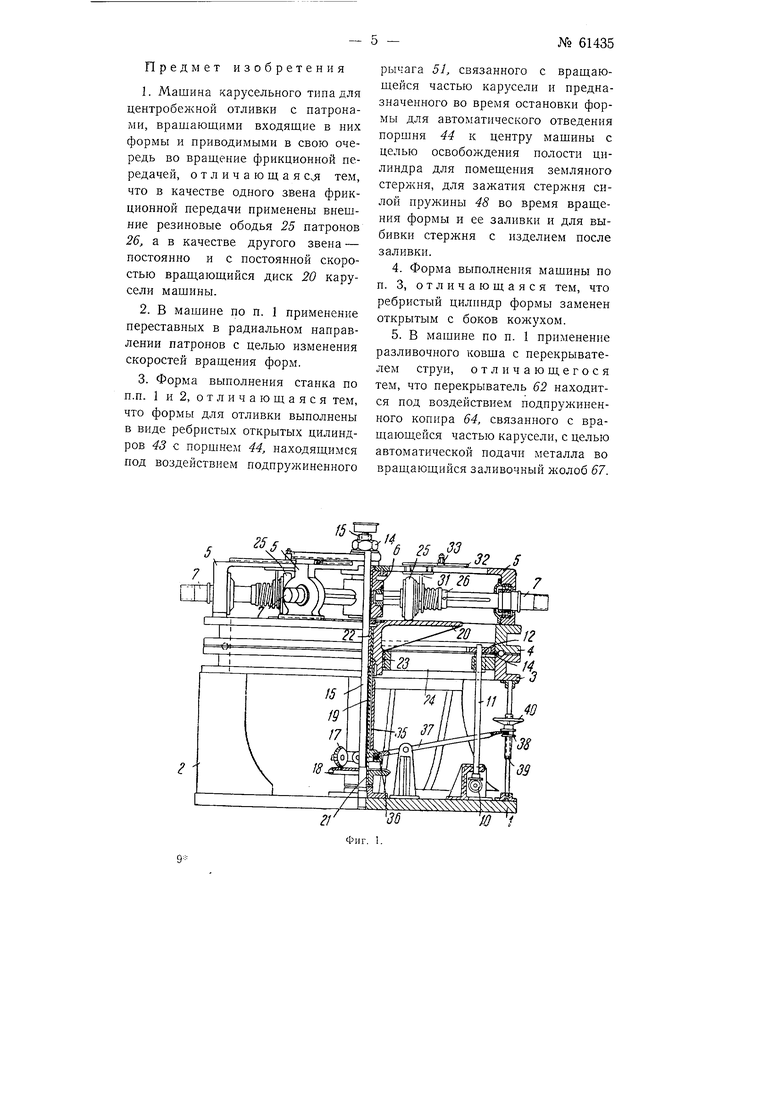
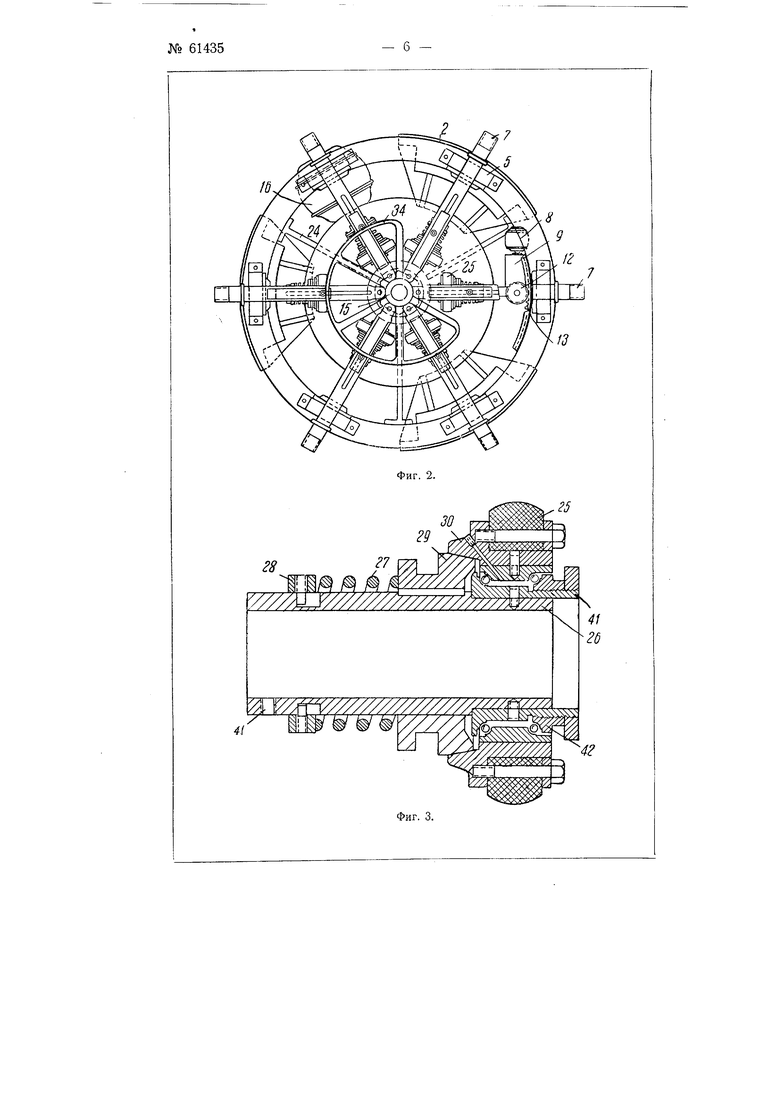
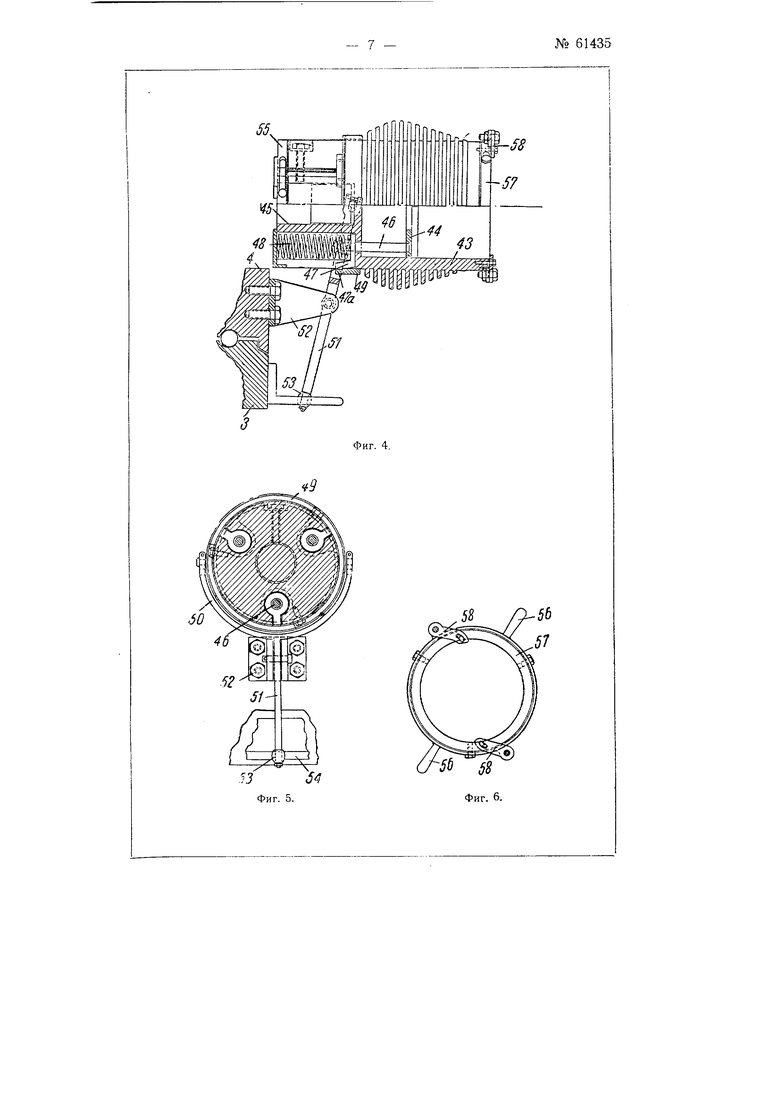
На фиг. 1 показан общий вид карусельной машины - частично, в вертикальном разрезе без форм; на фиг. 2 - вид той же машины в плане; на фиг. 3 - разрез одного из патронов для вращения формы во время заливки металла в его частичном продольном разрезе; на фиг. 4 - частичйый продольный разрез одной из форм; на фиг. 5- поперечный разрез формы по А-А фиг. 4; на ф)иг. 6 - вид формы с
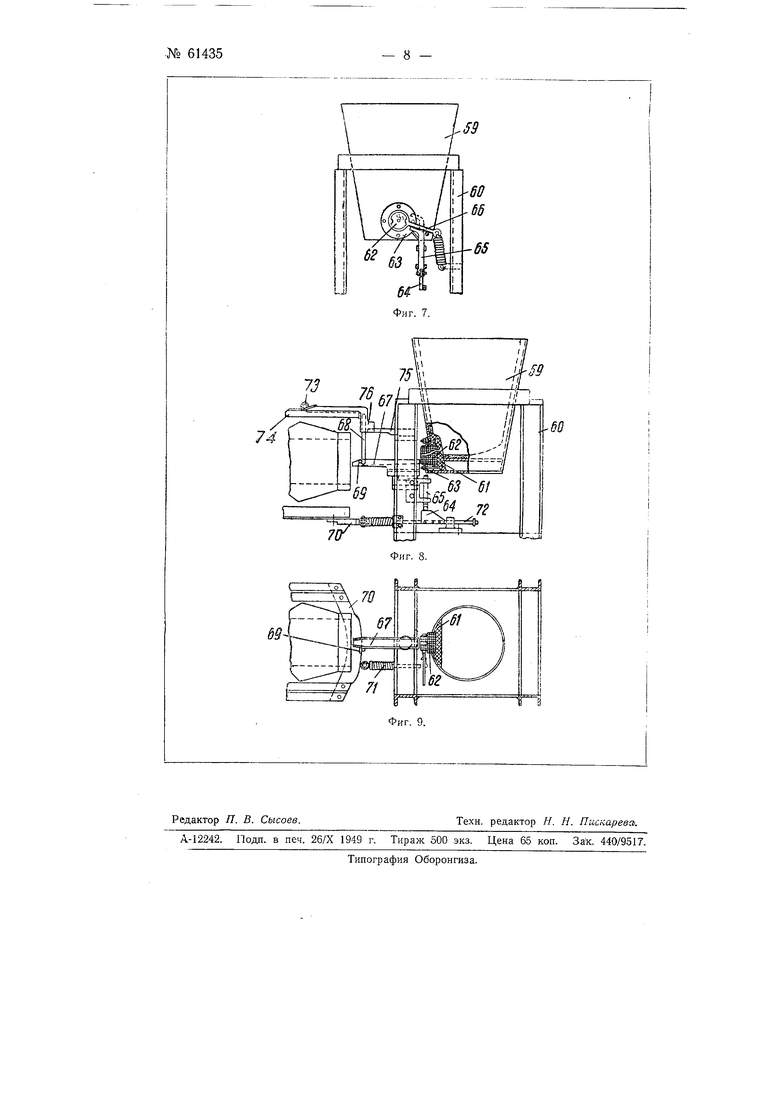
торца; на фиг. 7 - вид спереди ковша для заливки металла в формы; на фиг. 8 - вид ковша сбоку и частично в разрезе и на фиг. 9- вид в плане, также частично в разрезе через перекрыватель.
На неподвижной круглой плите 1 установлены три чугунных ноги 2, которые в верхней своей части служат опорой для неподвижного стального кольца 3.
В канавки кольца 3 заложены шарики, на которых враш,ается верхняя карусель, состоящая из подвижного кольца 4, жестко связанного с шестью лапами 5. В центре карусели расположена головка 6 с шестью радиальными шпинделями 7, установленными на шарикоподшипниках лап 5 и головки б.
Врашение верхней карусели осуществляется с помошью электродвигателя 8 (фиг. 2) через коробку 9 планетарной передачи с передаточным отношением 1 : 100 через пару конических шестерен 10 (фиг. 1), вал 11, цилиндрическую шестерню 12, также через зубчатый венец 13 кольца 4 с передаточным отношением 1 : 10. При вращении вала 11с числом оборотов, равным 100 об/мин., верхняя карусель враш.ается со скоростью 1 об/мин.
Верхняя подвижная карусель прижата к нижней части станка с помощью гайки 14 на неподвижной оси 15.
От второго электродвигателя 16 станка (фиг. 2) через пару конических шестерен 17, 18 и трубу 19 вращается чугунный диск 20. Труба 19 вращается на неподвижном вале 15 на двух бронзовых подшипниках 21, 22. Устойчивое положение диска 20, сидящего на трубе 19 со скользящей посадкой, достигается путем создания добавочной опоры через подшипники 23 в треноге 24, которая скреплена с неподвилсным кольцом 3. Труба 19 и диск 20 вращаются непрерывно, с постоянной скоростью, делая 320 об/мин.
Диск 20 находится в состоянии фрикционного сцепления с резиновыми ободами 25 шести патронов 26, насаженных на шпиндели 7, что
вызывает вращение последних. Устройство этих патронов с резиновыми ободами 25 представлено на фиг. 3.
Патрон 26 трубчатой формы насажен на шпиндель 7 с таким расчетом, чтобы его можно было переставить в радиальном направлении. Патрон 26 закрепляется на шпинделе 7 при помощи стопорного винта, ввинченного в отверстие патрона. На патроне 26 помешена пружина 27, которая одним своим концом упирается в кольцо 28, ограниченное в своем движении на патроне 26, другим - в переставное кольцо 29 с заточенной на конус частью. Кольцо 29 входит в коническую выточку второго кольца 30, на котором закреплен резиновый обод 25. Кольцо 30 может вращаться при помощи шарикоподшипника 42 на втулке 41, закрепленной на патроне 26. Кольцо 29 имеет на своей поверхности канавку для переводной вилки, при помощи которой кольцо 29 можно отодвигать от кольца 30, сжимая пружину 27, или освобождать его, давая возможность пружине 27 прижать кольцо 29 к кольцу 30. Когда кольцо 29 не сцеплено с кольцом 30, резиновый обод 25, увлекаемый во вращение фрикционно сцепленным с ним врашающимся диском 20, вращается вхолостую на шарикоподшипнике 42, а патрон 26 и вместе с ним шпиндель 7 не вращаются.
Если же кольцо 29 не отведено от кольца 30, то оно фрикционно сцепляется с ним и при врашении обода 25 вместе с ним вращается патрон 26 и шпиндель 7. Холостой ход патрона 26 необходим для остановки шпинделя 7 после заливки металла в форму.
Включение и выключение патрона 26, а следовательно, включение и выключение шпинделя 7 осуществляется автоматически с помошью переводной вилки 31 (фиг. 1) и соединенной с нею планкой 32 с закрепленным в ее прорези роликом 33.
При вращении всей карусели 4 ролик 33 оттягивается рабочей частью неподвижного шаблона 34
(фиг. 2) и вилка 31 выключает патрон 26. Когда же ролик 33 освобождается от давления шаблона (вырез в шаблоне 34), натрон включается и заставляет шниндель 7 враш,аться. Шаблон 34 укреплен на неподвижном валу 15. Шпиндели 7 включаются и выключаются последовательно один за другим.
В зоне выреза шаблона 34 шпиндели враш;аются (процесс заливки), а в зоне соприкосновения шаблона с роликом 33 шпиндели не врашаются (процесс зарядки и перезарядки форм).
Для того чтобы можно было регулировать силу сцепления резинового обода 25, патрона 26 с диском 20, предусмотрено устройство для подъема и опускания диска 20 в пределах 5-10 мм. Это устройство представляет собой трубу 35 (фиг. 1), заклиненную в ступице диска 20 и опирающуюся при помощи щарикоподшипника на кольцо 36, шарнирно соединенное с одним плечом двуплечего рычага 37. Другое плечо рычага имеет форму вилки, которая входит в канавку гайки 38, навинченной на неподвиж ный валик 39. Гайка 38 соединена в одно целое с ручным маховичком 40. При поворачивании маховичка 40 труба 35 поднимает или опускает диск 20, чем изменяется его нажатие на ободья 25 и, следовательно, сила сцепления с ними.
Большим недостатком всех известных центробежных машин является обыкновенно их постоянный или весьма ограниченный диапазон скоростей вращения шпинделя.
Для того чтобы изменить скорость вращения шпинделя, нужно с помощью маховичка 40 опустить на 5-10 мм диск 20, после чего отпустить стопор патрона 26, ввинченный в отверстия шпинделя, и передвинуть его вдоль шпинделя 7 до требуемого положения согласно риске на лапе 5, после чего снова закрепить патрон 26 на шпинделе с помощью стопора. Подтянув затем диск 20 до нужного сцепления с ободом 25, включают шпиндель в работу.,;
9440
Формы для отливки сделаны в виде полых ребристых открытых цилиндров 43 (ф|иг. 4) с поршнем 44. Хвостовик 45 цилиндра 43 навинчивается на конец шпинделя 7.
Через днище цилиндра проходят закрепленные в днище поршня 44 болты 46, головки которых упираются в серьги 47 кольца 47а, прижимая пружинами 48 кольцо 47а к невращающемуся кольцу 49, находящемуся под воздействием вилки 50 рычага 51. Последний поворотно укреплен на кронштейне 52 поворотного кольца 4 карусели и вращается вместе с ним.
Противоположный вилке конец рычага 51 несет на себе ролик 53, скользящий по направляющему копиру 54, который укреплен на неподвил ном кольце 3 машины.
Когда ролик 53 находит на выступы копира 54, рычаг 51 отклоняется, кольцо 49 через серьги 47 сжимает пружины 48, упирающиеся в кольцо 55, и перемещает поршень 44 к днищу цилиндра 43.
Прижав порщень 44 к днищу цилиндра 43, закладывают в освободившуюся полость цилиндра земляной стержень для его заливки и запирают этот стержень при помощи собачек 58 поворотного кольца 57 (фиг. 6), имеющих отростки 56. Когда ролик 55 рычага 51 сходит с выступа копира 54, к кольцу 57 прижимается стержень с помощью поршня 44 при освоболодении пружин 48.
Поворот шпинделя с цилиндром 43 в положение, при котором происходит необходимое для вставления стержня перемещение поршня, производится вручную.
При работе машины ролик 55 рычага 51 двигается по выступу копира. По окончании отливки кольцо 57 поворачивается особым копиром, не показанным на чертел е; в то же время рычаг 51 соскакивает с копира, вследствие чего происходит выбрасывание стержня с изделием из цилиндра 43 силою пружины 48. При этом давление невращающегося кольца 49 на кольцо 47а, вращающееся вместе с цплиндром 43, производит тормозящее действие на цилиндр 43.
Цилиндр 43 может быть заменен открытым с боков кожухом, благодаря чему охлаждение изделия происходит интенсивнее, чем при ребристом цилиндре.
Для заливки металла служит разливочный ковш, выполненный в форме установленного на каркасе
60железного тигля 59 (фиг. 7, 8 и 9) с футеровкой внутрл из огнеупорной глины.
В тигле 59 закреплен фасонный кирпич 61 из шамота или графита. В круглой выточке этого кирпича может враш,аться перекрыватель 62, который прижимается к кирпичу
61натяжной шайбой 63. Перекрыватель 62 имеет отверстие, идуш,ее сначала по оси, а затем смеш;ающееся от нее на 10-15 мм.
Поворачивая перекрыватель 62, можно достигнуть совпадения или перекрытия отверстий перекрывателя 62 и кирпича 61, а следовательно, пропустить или перекрыть металл.
Поворот перекрывателя 62 осуществляется автоматически с помощью специального устройства, воспринимающего движение по очертанию копира 70, закрепленного на периферии подвижного кольца 4 станка и передающего периодические, строго регламентированные, движения рычагу 65, который воздействует на подпружиненный рычаг 66 перекрывателя 62.
На подвижном кольце 4 станка копиры 70 расположены по числу щпинделей 7.
Подвижное кольцо 4 вращается непрерывно. Копир 70 подвижного кольца 4, набегая на ролик рычага 65, заставляет последний перемещаться прямолинейно вверх.
При перемещении соприкасающегося с копиром 70 рычага щтанги 72 подпружиненный копир 64 отл имает кверху рычаг 65, заставляя при этом повернуться на 45° рычаг 66 перекрывателя 62, благодаря чему закрывается выпускное отверстие в кирпиче 61.
Когда давление копира 70 на щтангу 72 прекращается, штанга силой пружины 71 возвра1цается вместе с копиром 64 обратно, чем вызывается перемещение рычага 66 вниз; отверстие перекрывателя занимает второе положение, при котором отверстие кирпича открывается.
Емкость тигля, в соответствии с объемом заготовок, подлежащих отливке, устанавливается такой, чтобы весь металл из тигля можно было разлить не больще чем в 10 мин. При наличии жароупорной крыщки тигля и правильно изготовленной футеровке потери тепла расплавленного металла не должны превышать 10-20° в течение 10 мин. Если же разливка металла должна быть более затяжной, тигель нужно отеплять.
Выпущенный из отверстия перекрывателя металл поступает в заливочный поворотный жолоб 67, который может вращаться и помимо того передвигаться вперед. Это предусмотрено для того, чтобы жолоб при выпуске металла всегда находился на одинаковом расстоянии от формы, несмотря на непрерывное вращение карусели.
Перед вьшзском металла из тигля в жолоб 67 вертикальный стержень 68 подпружиненного рычага 76 щарнирно связанного цапфой 73 с кронштейном 74, вращающейся с кольцом 4 лапы 5 (фиг. 1)1, дойдя до жолоба 67, увлекает его с собою, упираясь при этом своим концом в палец 69 на жолобе 67 (фиг. 8) и передвигая его вперед до тех пор, пока не закончится заливка формы металлом. С некоторым запозданием после выпуска металла скошенная нижняя поверхность конца рычага 76 находит на копир 75, неподвижно укрепленный на каркасе 60 тигля 59, вследствие чего рычаг 76 отклоняется кверху и конец стержня 68 освобождает палец 69, давая возможность жолобу 67 возвратиться обратно, в исходное положение, до подхода к нему стержня 68 рычага 76 у следующей формы, и процесс повторяется снова.
Предмет изобретения
1. Машина карусельного типа для центробежной отливки с патронами, вращающими входящие в них формы и приводимыми в свою очередь во вращение фрикционной передачей, о т л и ч а ю щ а я тем, что в качестве одного звена фрикционной передачи применены внешние резиновые ободья 25 патронов 26, а в качестве другого звена - постоянно и с постоянной скоростью вращающийся диск 20 карусели машины.
2.В машине по п. 1 применение переставных в радиальном направлении патронов с целью изменения скоростей врашения форм.
3.Форма выполнения станка по п.п. 1 и 2, отличающаяся тем, что формы для отливки выполнены в виде ребристых открытых цилиндров 43 с поршнем 44, находящимся под воздействием подпружиненного
рычага 51, связанного с вращающейся частью карусели и предназначенного во время остановки формы для автоматического отведения поршня 44 к центру машины с целью освобождения полости цилиндра для помещения земляного стержня, для зажатия стержня силой пружины 48 во время вращения формы и ее заливки и для выбивки стержня с изделием после заливки.
4.Форма выполнения машины по п. 3, отличающаяся тем, что ребристый цилиндр формы заменен открытым с боков кожухом.
5.В машине по п. 1 применение разливочного ковща с перекрывателем струи, отличающегося тем, что перекрыватель 62 находится под воздействием подпружиненного копира 64, связанного с вращающейся частью карусели, с целью автоматической подачи металла во вращающийся заливочный жолоб 67.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая машина для термической обработки инструмента и других изделий | 1930 |
|
SU30156A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| МАШИНА КАРУСЕЛЬНОГО ТИПА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ | 1936 |
|
SU52403A1 |
| Центробежная машина для литья | 1938 |
|
SU57519A1 |
| Способ получения центробежных отливок с внутренними фасонными очертаниями | 1938 |
|
SU53763A1 |
| Машина для центробежной отливки пустотелых металлических предметов заливкой расплавленного металла во вращающуюся наклоняемую форму | 1925 |
|
SU7439A1 |
| УСТАНОВКА ДЛЯ РОЗЛИВА ЖИДКОСТЕЙ В ТАРУ | 1970 |
|
SU268238A1 |
| Литейная машина для одновременной отливки в несколько постоянных металлических форм | 1926 |
|
SU4914A1 |
| Устройство для загрузки и базирования заготовок в стеклоформующей машине | 1981 |
|
SU977416A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
г
ю /
16
28
25
4f
26
ПГШ-SS
58
59
