Изобретение относится к машинам для центробежной отливки чугунных раструбных водопроводных напорных труб с внутренним диаметром 80, 100, 125 мм и длиной 4 м.
В известных машинах для центробежной отливки труб применяются разнообразные устройства для механизации и автоматизации технологических и вспомогательных операций, производимых машиной. Машины имеют, например, устройства для весового дозирования металла, заливаемого в изложницу. Применяются гидравлические приводы для автоматического извлечения отлитых труб из изложниц и для последующего передвижения извлеченных из изложницы труб в сторону от машины.
Машины имеют также устройства в виде механически действующих щеток для очистки гнезд, предусмотренных в полости изложниц для установки стержней, предназначенных для формирования раструбов у отливаемых труб.
Недостатком известных машин для центробежной отливки чугунных раструбных труб является отсутствие механизма для захвата подаваемого к машине стержня и установки его в гнездо изложницы. Вследствие отсутствия этого механизма операцию установки стержней раструба в изложницу осуществляют вручную.
В предлагаемой машине устранена необходимость нрименения ручного труда для захвата и установки стержней с поддонами в гнезда изложниц и создана возможность механизации и автоматизации этих операций при отливке труб на машине. Для этого на станине машины установлена, параллельно оси подвижная каретка, снабженная пустотелым водилом, внутри которого помещен вал. На валу закреплен корпус с тремя пневмоцилиндрами, снабженными конусными штоками с кулачками для удержания поддона со стержнем при приемке его со стола и установки в раструб изложницы.
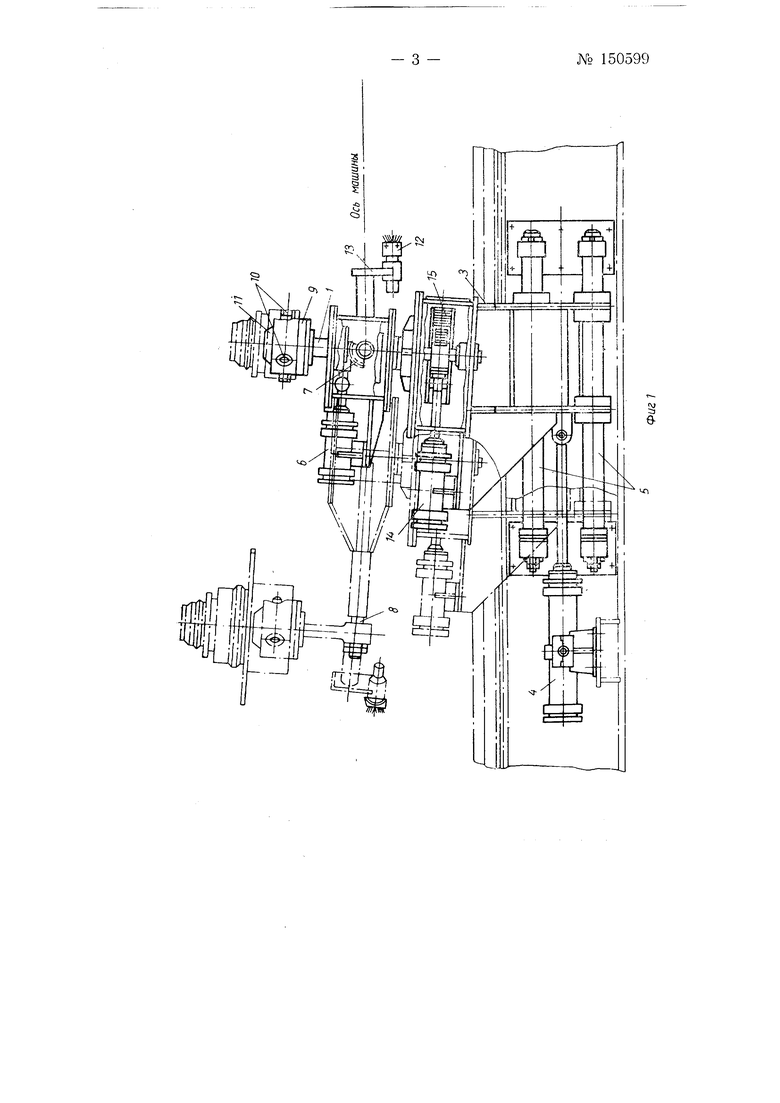
№ 150599- 2 На фиг- 1 изображен предлагаемый механизм; на фиг. 2 - то же, вид сверху.. .
Узел / захвата и очистки поднимает поддон со стержнем и удерживаат. его во время очистки. Водило 2 поворачивает узел /, устанавливая рси машины. Подвижная каретка 5 передвигается под действиеЦ гидравлического привода 4 по направляюпдим 5 вдоль оси машины. Весь механизм закреплен на станине машины для центробежной отливки-труб так, что направляюш,ие 5 каретки 3 параллельны оси изложницы.
Узел 1 состоит из двуплечего рычага, поворачивающегося на 90° под действием гидравлического привода б посредством реечной передачи 7, состояшей из зубчатых сектора и рейки. Внутри водила 2 установлен на втулках вал 8. На валу закреплена на шпонке головка 9 со встроенными в ее корпус тремя пневматическими распорными кулаками 10 (конусными штоками).
Кулаки 70 в нерабочем положении остаются утопленными под действием гфужин внутри корпуса головки 9. В рабочем положении под действие.м пневматических распорных домкратов кулаки выдвигаются из корпуса головки наружу и захватывают подаваемый со стола конвейера поддон со стержнем. Верхняя часть корпуса головки выполнена в виде усеченного конуса 11 для центрирования поддона при опускании его на головку.
На плече двуплечего рычага узла / закреплена шетка 12 на кронштейне 13. Щетку устанавливают внутри гнезда для стержня в раструбной части изложницы. Очистка гнезд происходит путем враш.ения изложницы при неподвижной щетке. Продукты очистки отсасываются пылесосом. Операции очистки и захватывания стержня раструба происходят одновременно.
После очистки гнезда раструба гидропривод 4 отводит каретку 3 назад. Водило 2 поворачивается на угол 126° укрепленным на каретке 3 гидроприводом 14 посредством зубчатой передачи 15. Затем гидроприводом 6 через реечную передачу 7 головка 9 поворачивается на 90°, так что ось стержня раструба, сидящего на кулачках iO головки 9, совпадает с осью изложницыПри движении каретки 3 вперед посредством гидропривода 4 поддон со стержнем, раструба вводится в гнездо изложницы. Подача сжатого воздуха к головке прекраш,ается, пневматические кулаки под действием пружин вдвигаются внутрь корпуса головки, освобождая поддон раструбного стержня.
При движении каретки 3 назад водило 2 выводится из изложницы, головка поворачивается из горизонтального в вертикальное положение и отводится обратным поворотом на 126° в исходное положение для захвата следующего патрона. Далее после извлечения из изложницы отлитой трубы начинается очередной цикл работы.
Предмет изобретения
Машина для центробежной отливки чугунных труб с применением автоматического весового дозирования и гидропривода для автоматизации извлечения труб и боковой выдачи их, а также очистки с применением щеток, отличающаяся тем, что, с целью автоматизации захвата поддона со стержнем и установки его в изложницы, на станине машины установлена параллельно оси подвижная каретка, снабженная пустотелым водилом, внутри которого помещен вал, на котором закреплен корпус с тремя пневматическими цилиндрами, снабженными конусными штоками с кулачками для удержания поддона со стержнем при приеме его со стола конвейера и установки в раструб изложницы.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ЛИТЬЯ ЧУГУННБ1Х РАСТРУБНЫХ ТРУБ | 1968 |
|
SU221226A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU738757A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Раструбный стержень | 1975 |
|
SU555982A1 |
| Водоохлаждаемый раструбный стержень для изложниц центробежных машин | 1984 |
|
SU1224098A1 |
| Раструбный стержень для изложницы центро-бЕжНОй МАшиНы | 1979 |
|
SU831302A1 |
| Стержень для образования полостиРАСТРубА ТРуб пРи цЕНТРОбЕжНОМ лиТьЕ | 1979 |
|
SU850291A2 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU691239A1 |