ки 23. В направляющей втулке 23 выполнен паз 24 для прохождения кулака 21.
Устройство для выбивки литейных форм работает следующим образом.
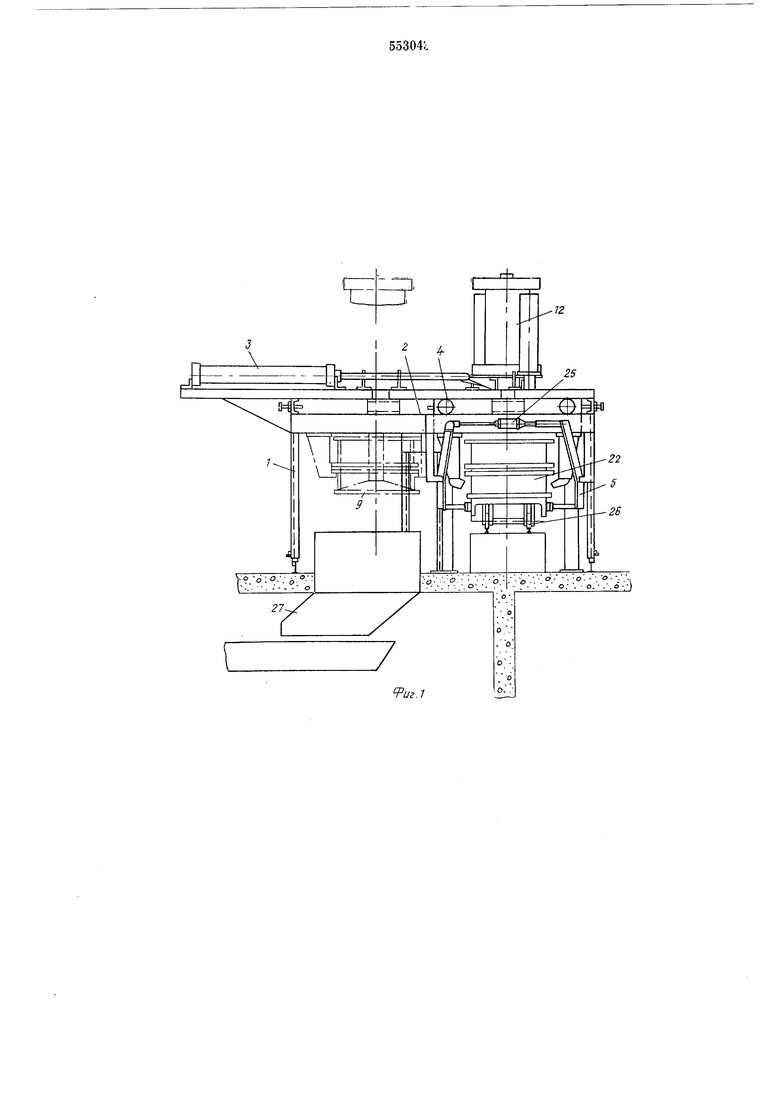
Литейная форма 22, двигаясь по тележке 26 конвейера, нажимает на рычаг путевого переключателя (на чертежах не показан) и с помощью поршневого привода 25 захват 5 охватывает и зажимает тележку 26, в результате чего начинает синхронно конвейеру перемещаться подвижная рама 1. Включается поршневой привод 12 для захвата литейной формы 22.
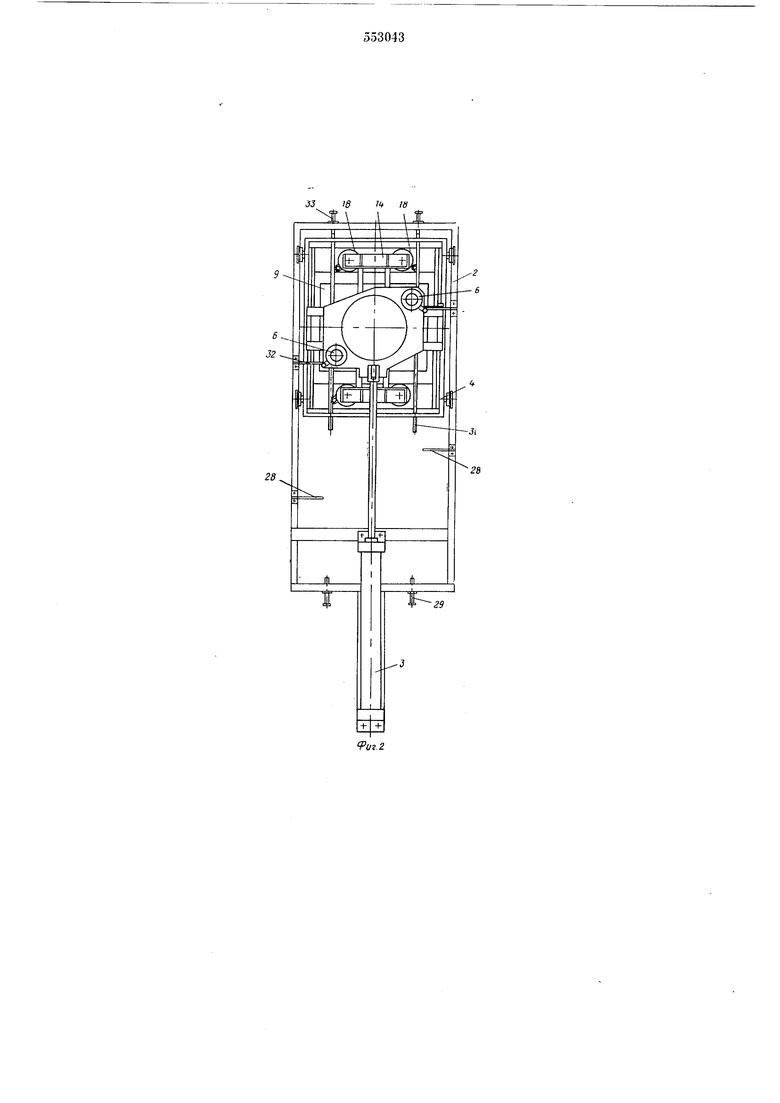
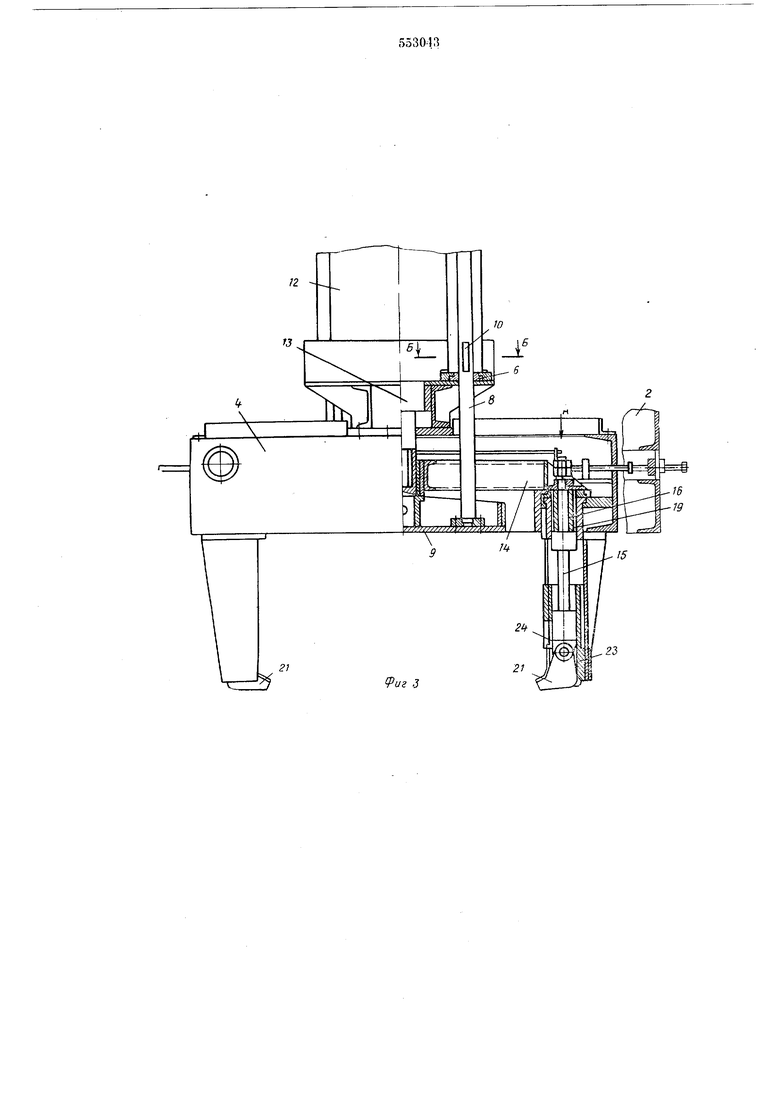
Захват, зажим и подъем литейной формы 22 происходит при движении штока 13 порщневого привода 12 в верхнее положение. Траверса 14 вместе с плитой выдавливания 9, перемещаясь вверх, воздействует на направляющие штанги, при этом двуплечие кулаки 21 одним плечом, взаимодействуя со скосом направляющей втулки 23, поворачиваются, а другим плечом, проходя по пазу 24, захватывают литейную форму 22. Как только литейная .22. займет верхнее крайнее положение, начинает работать порщневой привод 3, перемещая каретку 4 по направляющим 2 подвижной рамы 1 в зону выбивной решетки 27. При перемещении каретки 4 в зону выбивной решетки 27 упоры 28 воздействуют на рычаги 7, поворачивают втулки 6, совмещая пазы 11 с упорами 10 направляющим стержней 8 (происходит подготовка для выдавливания формовочного кома из литейной формы 22).
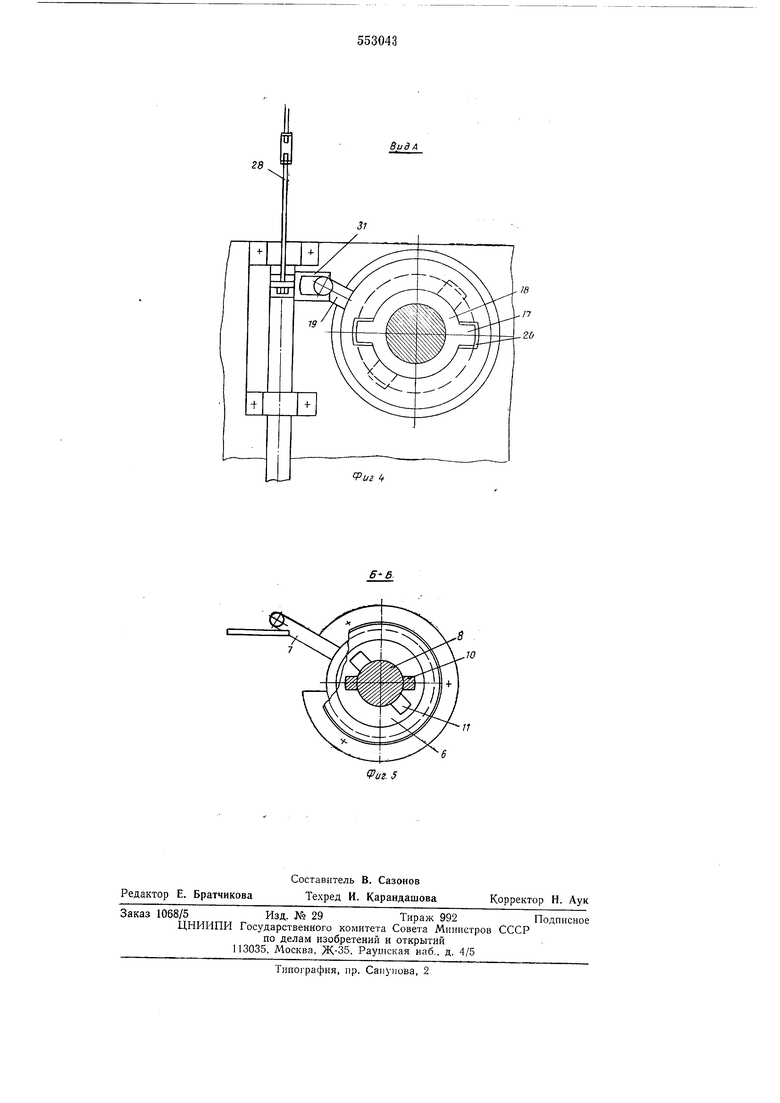
Одновременно упоры 28 и 29 воздействуют на тяги 30, которые при помощи вялки 31 и рычага 19 поворачивают кольцо 18 и втулку 16. При этом выступы 17 втулки 16 выходят из паза 20 и разворачиваются, т. е. происходит задирание литейной формы 22 кулаками 21 в верхнем положении.
В момент прихода каретки 4 в крайнее левое положение включается привод 12 на опускание плиты выдавливания 9 и происходит выдавливание кома формовочной смеси вместе с отливкой в подвещенном положении на выбивную решетку 27. При возвращении штока 13 и плиты выдавливания 9 в верхнее положение включается порщневой привод 3 для возврата каретки 4 в исходное положение, при этом упоры 32 посредством рычагов 7 поворачивают втулку 6, смещая паз 11 относительно упоров 10 направляющего стержня 8, вследствие чего ограничивается перемещение плиты выдавливания 9 в нижиее положение, одновременно упоры 33 воздействуют на тяги 30, которые при номощи вилки 31 и рычага 19 поворачивают кольцо 18 и втулку 16. При этом выступы 17 втулки 16 совмещаются с пазом
20- происходит отпирание литейной формы 22.
Включается привод 12 на опускание опо0 рожненной литейной формы 22 на тележку 26 литейного конвейера. При движении щтока 13 в нижнее положение траверса 14 с направляющими штангами 15 и двуплечими кулаками
21также перемещается вниз, при этом дву5 илечие кулаки 21 поворачиваются и освобождают литейную форму 22 от захвата, так как одни плечи кулаков 21, скользя по скосу направляющей втулки 23, позволяют другим плечам кулаков 21 освободить литейную форму 22. Включается порщневой привод 25, освобождая от зажима тележку 26, подвижная рама 1 останавливается и при помощи пневмоцилиндра она возвращается в исходное положение для захвата очередной опоки.
Формула изобретения
Устройство для выбивки литейных форм, установленных на тележках литейного конвейера, содержащее подвижную в направле0 НИИ движения литейного конвейера раму, на которой смонтированы захваты для взаимодействия с тележками литейного конвейера и направляющие, расположенные перпендикулярно оси литейного конвейера, с установленной на них приводной кареткой, имеющей приводные захваты для литейных форм, связанные со щтоком поршневого привода, плиты выдавливания при помощи траверсы и фиксирующие элементы с пазом, отличающееся
0 тем, что, с целью выбивки литейных форм в подвещенном полол ении для увеличения производительности, оно снабжено вертикальными щтангами, на нижних концах которых укреплены захваты для литейных форм, установленными на траверсе дополнительными фиксирующими элементами для взаимодействия с верхним концом вертикальных щтанг и вертикальными направляющими щтырями, нижние концы которых жестко связаны с плитой выдавливания, а верхние предназначены для взаимодействия с назами первых фиксирующих элементов.
игЛ
33 18 f IS
il T
1 1 lir
5- -
28
Вид А
Vui if
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1979 |
|
SU774794A1 |
| Устройство для выбивки литейных форм | 1973 |
|
SU515584A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| ТЕЛЕЖЕЧНЫЙ ЛИТЕЙНЫЙ КОНВЕЙЕР С УСТРОЙСТВОМ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1971 |
|
SU305957A1 |
| Установка для выбивки литейных форм | 1975 |
|
SU561620A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Установка для выбивки безопочных стопочных форм | 1981 |
|
SU980956A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |